Introduction Dryeration and Bin Cooling--What They Are, How They Work Dryeration process Bin cooling process Benefits of Dryeration and Bin Cooling Reduced kernel damage Increased dryer output Cooler corn placed into storage Types of Dryeration Systems Two-bin system Three- and four-bin systems Single-bin, multiple-fill system Types of Bin Cooling Systems Bin or Storage Structure Specifications Types of structures Unloading flat-bottom, round bins Bin sizing Air Distribution Systems and Sizing Systems for various type bins Determining perforated floor and duct areas Air Flow Direction, Rates and Fan Requirements Air flow direction Dryeration air flow rates Bin cooling air flow rates Fan requirements Adapting Drying Equipment to Dryeration and Bin Cooling Determining Proper Handling Rates Pattern Layouts for Dryeration and Bin Cooling Operation and Management Tips Controlling condensation on bin surfaces Controlling condensation in gravity handling systems Measuring hot corn moisture content Measuring hot corn temperature Estimating moisture loss during cooling Determining when grain is cool Storing the cooled grain Practicing bin safety Estimating Dryeration and Bin Cooling Costs Dryeration costs Bin cooling costs Summary Related publications
`Dryeration' is the result of a research effort by the U.S. Department of Agriculture in cooperation with Purdue University. The first information concerning the process was released in January 1964. Since that time, dryeration has become widely adopted by farm, country elevator and terminal elevator operators throughout the world. Although originally developed for corn, the process has been adapted to sorghum, milo and barley for feeding.
The original objective of dryeration research was improvement of corn quality--specifically, to reduce brittleness and improve color or bloom. A high-quality finished product is still the primary purpose of dryeration and will likely continue to be, due to strong international demand for U.S. grain. But other advantages of the process, such as increased drying capacity and reduced energy consumption, are also becoming important as equipment costs and energy prices spiral upward.
Dryeration and, to a lesser degree, a modification now called `bin cooling' present an unusual combination of potential benefits. They reduce drying time, use less energy and improve product quality, compared to conventional high-speed, high-temperature processes.
This publication deals with the planning, operation and management of dryeration and bin cooling systems on individual farms, as opposed to country and terminal elevator installations. From the information presented here, you should be able to evaluate the potential, determine design requirements and estimate the costs of these two grain conditioning processes on your particular farm.
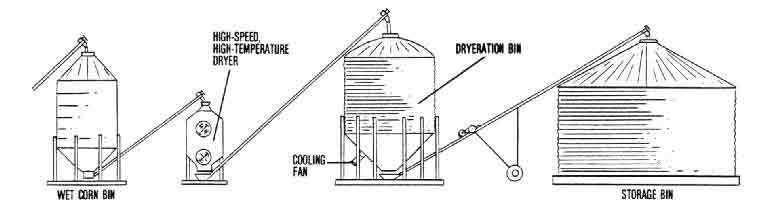
The term dryeration, derived from the words `drying' and `aeration,' describes a sequence of high-speed, high-temperature drying, followed by tempering (The words `tempering.' `heat soaking.' `steeping' and steaming are used interchangeably in this publication) and then slow cooling. Figure 1 is a schematic flow diagram of the dryeration process.
Corn is discharged from the dryer carrying excess moisture (usually 1-3 points) and heat (usually 120-140°F), and is immediately transferred to a separate dryeration bin. The hot corn is held in that bin, with no ventilation air, for tempering (4-10 hours of steaming in its own vapor). It is then cooled slowly to remove 1-3 points of excess moisture before being transferred to storage or loaded out.
To understand how dryeration works, visualize a simple system that uses one dryeration bin. Drying starts in the early morning and continues throughout the day, possibly into the night. Over this time, partially dried, hot corn is constantly being added to the dryeration bin for tempering. As soon as the last hot corn is in the bin, the cooling fan is started. This way, the first corn put in the bin will be the first cooled, while the last corn added will have at least 4 hours of tempering before the cooling front reaches it.
Beginning the cooling process when the last batch is added permits sufficient tempering time both for the first corn (while the bin is being filled) and for the last corn (while the cooling zone is moving up from the bottom). Also, overlapping the filling, tempering and cooling times allows cooling to proceed without taking more time for tempering after the bin is filled-a main reason for recommending upward air movement.
The corn in the dryeration bin is normally cooled in 10-12 hours. It may then be transferred to load-out or storage points, although transfer can be delayed if the handling equipment is in use.
Bin cooling differs from dryeration in that the hot corn is delivered directly from the dryer to the final storage bin for cooling, as shown schematically in Figure 2. Cooling is started as soon as enough hot grain has been put in the bin to maintain an air seal over the entire floor.
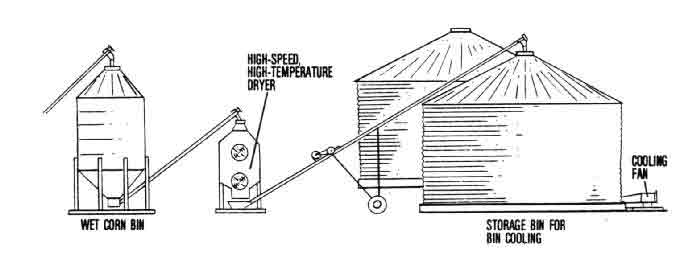
The fan is then operated day and night while hot corn is being added, and continues to run until the cooling is completed, which is usually when the grain reaches an equilibrium temperature with the average of the day and night air. Assuming no additional drying is required, further fan operation is needed only to periodically aerate the grain for temperature control and safe storage.
Compared to dryeration, bin cooling is a faster process because the tempering step has been eliminated; the trade-off, however, is somewhat lower grain quality. Compared to cooling with high-speed dryers, bin cooling is slower because of the decreased air flow; but this usually results in less quality loss.
As mentioned already, there are three main advantages of dryeration and bin cooling over high-temperature, high-speed corn drying: (1) a higher quality final product because of less kernel damage, (2) increased dryer output, and (3) improved fuel efficiency as a result of the second advantage. The latter two are of particular concern to livestock producers, while the first would be more important to cash grain farmers.
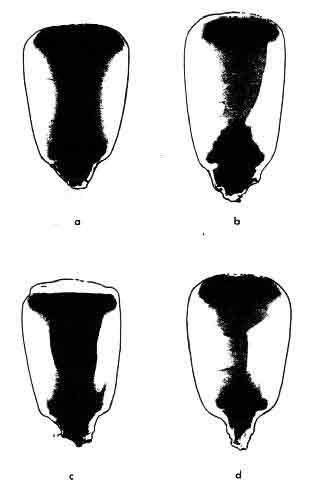
`Stress cracks' are fine, hairline cracks or fissures that occur in the meaty portion (endosperm) of the corn kernel just under the seed coat. They contribute to breakage and to excessive fine material, both of which cause storage problems, handling losses and price discounting. They are also a detriment in some types of corn processing, such as hominy production or dry milling in which large grits (pieces of endosperm) are more valuable than small grits and flour.
Stress cracks tend to develop when rapid cooling follows rapid drying, especially in grain dried rapidly through the 19 percent down to 14 percent moisture range with at least 5 points of moisture removal. Typical crack patterns are shown in Figure 3.
Stress buildup from high-speed drying can be relieved by tempering and/or slow cooling. To what extent they prevent crack damage is shown in Table 1, which compares percent of checked kernels (the severest stress category) and breakage resulting from conventional drying vs. dryeration processes. Dryeration also tends to reduce the dust problems often associated with fast dried corn.
The increase in drying capacity with dryeration and bin cooling processes comes from a combination of factors including: (1) elimination of cooling in the dryer, (2) reduced moisture removal in the dryer, (3) increased drying efficiency and (4) use of higher drying temperatures. Let's briefly look at each one.
1. Elimination of cooling reduces total batch time by 15-30 minutes in a typical 200-300 bushel dryer. Converting the cooling section in a continuous-flow unit to additional heat area adds 50 percent more area for heat exposure and drying.
2.Reduced moisture removal in the dryer further shortens total batch time. This means the discharging grain is at a higher moisture content (2-2 1/2 points higher in the case of dryeration, 1-1 1/2 points in a bin cooling system). That moisture is removed later during the cooling process, in an amount dependent primarily on the difference between corn and cooling-air temperatures.
Checked Kernel
Drying method kernels breakage
----------------------------------------------------------
Conventional drying/cooling 43.6 pct. 11.3 pct.
Dryeration 7.6 pct. 6.7 pct.
----------------------------------------------------------
*Based on three tests by each method tor drying corn from 25 down to
14 percent moisture. Breakage percentages determined on small samples
in a laboratory breakage tester.
To illustrate, consider 25-percent-moisture corn to be dried to 15 percent. In conventional drying, the corn is heat dried from 25 down to 15 1/2-16 percent and then fast-cooled, resulting in 1/2-1 percentage points additional moisture reduction. In bin cooling, the corn is discharged hot at 16-16 1/2 percent and its moisture reduced 1-1 1/2 additional percentage points during cooling. In dryeration, the corn is dried to 17-17 1/2 percent in the dryer then transferred to the dryeration bin for tempering, after which an additional 2-2% percentage points of moisture are removed during slow cooling.
3.Increased drying efficiency with dryeration is due primarily to the fact that 2-2% points of additional drying is done outside the dryer utilizing stored heat in the corn. Since in conventional drying the last point or two of moisture is the hardest to remove, dryeration brings about a typical 10-20 percent increase in energy efficiency. Since moisture removal in bin cooling is somewhat less, the energy efficiency gain is smaller, but still significant.
Another reason for better drying efficiency is the high amount of moisture removed per unit of air. In fact, the exhaust air is saturated at a temperature essentially equal to that of the hot corn (normally 120-140°F). To obtain an exhaust air condition equivalent to this in a deep-layer bin drying system, the air entering the grain would have to be nearly 500°F. In other words, the moisture-holding capacity of the air in dryeration and bin cooling is increased as though it were initially heated to 500° F. This is why outside air conditions have very little effect on dryeration cooling.
4.Use of higher drying temperatures increases dryer output and fuel efficiency. Maximum drying temperatures are controlled by the limits of kernel temperatures acceptable in corn for milling and other uses. This limit has been established at about 140°F. Since corn in a dryeration process is discharged at a moisture content 2-2 1/2% percent higher than in conventional drying, the kernel is slightly cooler for a given drying air temperature. This permits an increase in input air temperatures without exceeding the 140°F allowable kernel temperature. Drying air temperatures up to 240°F may be used.
One additional benefit of dryeration/bin cooling is that the finished grain generally is cooler. Since nighttime temperatures are roughly 20 degrees below daytime highs in the Corn Belt, night cooling can decrease grain temperatures by 10-20°F. The result is 50-60°F grain, which means fewer temperature-related storage problems.
The most common dryeration setup on farms uses two dryeration bins, which are alternately filled and unloaded. In the cycle, hot corn from the high-speed dryer is added to the first dryeration bin for 16-24 hours, during which time the corn tempers. Hot corn delivery from the dryer is then diverted to the second bin, to allow time for the corn in the first bin to be cooled and transferred out to final storage unit or loaded out for marketing.
Dryeration normally requires 10-12 hours for grain cooling at air flow rates of around 3/4 (0.75) cubic feet per minute per bushel (cfm/bu.). This leaves 12-14 hours to complete the transfer of corn in the first bin while the second bin is being filled. Assuming the handling system can transfer one day's dryer output in about 2-4 hours, the cycle provides considerable flexibility for scheduling equipment.
Figure 4 illustrates two typical operating sequences for a two-bin dryeration system. Figure 4A is a 24-hour dryer operation day with a 24-hour dryeration cycle; and Figure 4B is a 16-hour dryer operation day with a 24-hour dryeration cycle. With either cycle, it is advantageous to complete dryeration cooling during the night; this results in roughly 20°F cooler grain for transfer to final storage.
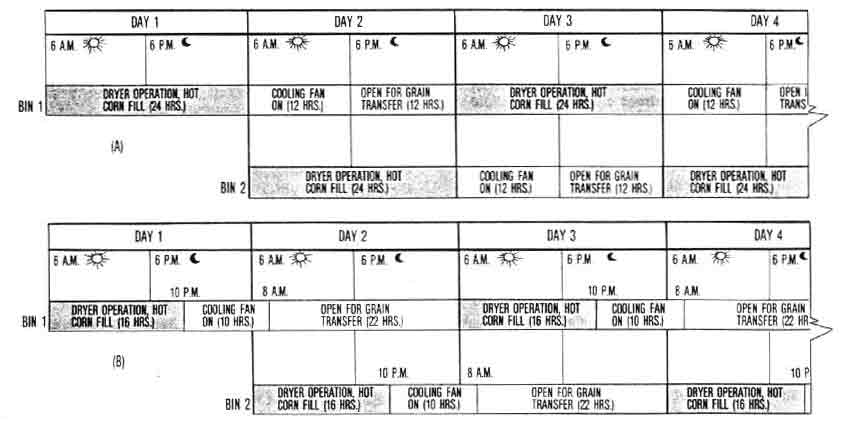
Overnight cooling is a natural schedule for the 16-hour dryer operation day system, with the cooling fan started when drying ceases at roughly 10 p.m. each day. Cooling will be completed by early forenoon, permitting grain transfer during the day.
With the 24-hour dryer cycle, the switch from one dryeration bin to the other may be scheduled to occur around 6 p.m. each day, rather than at 6 a.m. as shown in Figure 4A, to bring about overnight cooling and day- time grain transfer. If handling equipment scheduling for grain transfer is a problem during the day, it may be advantageous to schedule night hour handling after harvesting and hauling has ceased.
The dryeration cycle need not be 24 hours. In fact, many farmers use a less-than-24-hour `fixed cycle' to make scheduling of equipment and process flow easier. A fixed cycle means that the drying, tempering and cooling operations are performed at the same time each day.
With this sequence, the dryeration cycle is carried out with two bins, neither of which holds a volume of hot corn for 24 hours. Minimum size of each bin is a capacity sufficient to hold the hot corn output volume for a period equal to the cooling time (10-12 hours) plus the grain transfer time. The time that the hot corn flow must be shifted and dry, cooled corn transferred may change each day, and it may occur day or night.
One caution with dryeration cycles of less than 24 hours: do not schedule facility size and flow rates too tightly. A tight design leaves little room for variations in dryer output due to grain moisture, environmental conditions or equipment breakdowns. Also, some excess bin size may be desirable for expanding drying capacity in the future. Consider planning your grain drying layout so a third and possibly a fourth dryeration bin could be added later.
As the volume of grain to be handled increases, three or four bins may work better than two. This is apt to be the case if dryeration bins are too small to accumulate a 24-hour hot corn output and especially if grain is marketed directly from the bins. Direct load-out for marketing can cause equipment scheduling problems that would be minimized by multiple dryeration bins.
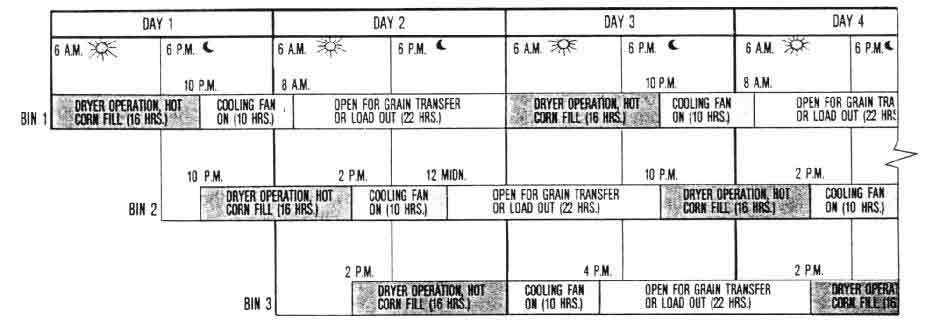
Figure 5 shows a typical 24-hour operating cycle for a three-bin dryeration system. Each bin has a long period in each sequence during which it stands idle, either full of corn awaiting unloading or already unloaded awaiting refill. Remember, however, that if the dryeration bins are sized downward to less than a 24-hour hot corn receiving capacity, the storage bins will be used more efficiently.
Another system popular on many farms, especially small ones, is to use one dryeration bin that holds more than one day's dryer output of hot corn. In fact, the bin may accumulate as much as 5 days' delivery of hot corn, provided the dryeration fan is correctly sized for varying grain depths. This system permits use of bins over 40 feet deep for dryeration, since the air flow required is only that needed to cool the amount of hot grain added in each fill layer.
The dryeration cycle depends on how long the dryer operates each day. A cycle accommodating a 16-hour drying period is presented in Figure 6. Here, hot corn is added to the dryeration bin from 6 a.m. till 10 p.m., at which time the cooling fan is started. The fan yields about 75 percent of the cooling by 6 a.m. the next morning, when it is turned off. (Each batch need not be cooled completely if a new layer is added the next day.)

The dryer is started again on the second day and the cycle repeated for a total of three to five consecutive fills, depending on weather and breakdowns. The final fill should be cooled completely before transferring the grain. Transfer time at flow rates of 2000-3000 bushels per hour may require 10 or more hours.
Bad weather may cause natural breaks that permit grain transfer without real lost time, but such breaks seldom perfectly match the desired cycle. The dryer operation can be shifted to a conventional cool-in-the-dryer mode during grain transfer. But this practice will reduce capacity, grain quality and energy efficiency.
The number of bins is not important in a high-temperature grain drying process that uses bin cooling. Hot corn is usually delivered to one structure until it is filled, then to additional storage bins until harvest is completed or all storages are filled.
As previously stated, fans for bin cooling are started as soon as the grain depth in the bin is sufficient to maintain an air seal across the entire floor. Fans operate continuously any time hot corn is being added. If drying is interrupted before a bin is filled, run the fan until the corn is cooled.
Fan operation normally continues until the temperature of the grain is at or below the day-night average for that time of year. The fan is then altered to an aeration schedule to maintain desired grain temperatures for the storage season. This procedure assumes that little or no drying is needed after cooling is completed.
For bin cooling. These structures are simply storage bins. Hopper- or conical-bottom units can seldom be justified cost-wise, because the storage is unloaded only once or twice a year. Flat storage units can be adapted for bin cooling, if adequate hot grain distribution and air systems are provided.
For dryeration. Bins used for dryeration may be flat- or hopper-bottomed, metal or concrete. Although most are round, some square and rectangular types have been used in new and existing farm structures, such as converted corn cribs. The problems in grain handling and air system adaptation of flat storages largely prohibit their use for dryeration.
Because grain is being transferred in and out of dryeration bins every 24 hours or less, fast and easy unloading is an important consideration in bin selection. Hopper- or conical-bottom bins empty quickly and completely-a significant advantage for large operations. However, the added cost of hoppered bins must be weighed against the equipment, management and labor involved in grain removal from a flat-bottom storage unit. The diameter of round bins with suspended metal hopper floors is usually limited to 24 feet.
The simplest procedure for unloading in a flat-bottom, round bin is to allow a `grain hopper' to form by removing only the grain that flows freely by gravity from a center withdrawal point. Some operators accomplish this by first filling the bin with dry grain then withdrawing the center cone. Provided this grain remains dry, cool and in good condition, subsequent fills of hot corn are possible without completely emptying the bin.
The grain hopper surface may eventually become plugged with fines. Therefore, it should be checked regularly during the drying season and partially or completely removed any time fines or moisture accumulation become a problem. Before filling for final storage, the temporary grain hopper should be entirely removed.
Remember that the grain used in a flat-bottom bin to form a hopper reduces the bin's holding capacity. For bins with less than 30 feet of sidewall height, this can amount to 15-20 percent of the volume. Table 2 provides data to estimate the cone of grain remaining on the floor for various sizes of round metal bins.
Sidewall
Bin grain Hopper volume
diameter height ---------------
in feet in feet Cu. ft. Bushels
------------------------------------------
14 3.2 307.3 245.8
18 4.2 681.2 545.0
21 5.0 1103.5 882.8
24 5.7 1671.4 1337.1
27 6.5 2407.4 1825.9
30 7.3 3332.1 2665.7
33 8.0 4467.6 3574.1
36 8.8 5834.8 4667.8
40 9.8 8057.3 6445.9
------------------------------------------
*Allows for an 18-inch diameter center clean-out opening.
The dryeration bin should be large enough to hold a grain supply equal to the dryer's rated hourly output times the number of hours of expected operation, plus at least 60 percent. The added 60 percent is based on increased dryer output in a dryeration process. With minimum moisture removal and a well-coordinated handling system, normal dryer output can be increased as much as 100 percent.
Realistically, dryeration bins should be sized for long-range farm needs rather than to fit a particular dryer. Allow for future growth by purchasing a dryeration bin that exceeds the daily drying capacity of your current dryer (adapted to dryeration) by a factor of 1.5 or more. Or, plan for additional dryeration bins in the future and in a location convenient to your handling system.
Air volume Static pressure Fan power Duct area
Bin Grain Grain ------------ ---------------- --------------- --------------
dia. depth volume 1/2 3/4 1 1/2 3/4 1 1/2 3/4 1 1/2 3/4 1
--------------------------------------------------------------------------------------------------------
ft. ft. bu. cu.ft/min. in. water sq .ft. sq. in.
14 2.5 308 154 231 308 0.52 0.53 0.54 0.03 0.04 0.05 5 8 10
5.0 616 308 462 616 0.57 0.62 0.67 0.06 0.09 0.13 10 15 21
7.5 924 462 693 924 0.67 0.77 0.89 0.10 0.17 0.26 15 23 31
10.0 1232 616 924 1232 0.83 1.03 1.28 0.16 0.30 0.50 21 31 41
12.5 1539 770 1155 1539 1.03 1.36 1.80 0.25 0.49 0.87 26 38 51
15.0 1847 924 1385 1847 1.31 1.85 2.17 0.38 0.81 1.26 31 46 62
17.5 2155 1078 1616 2155 1.60 2.34 3.65 0.54 1.19 2.48 36 54 72
20.0 2463 1232 1847 2463 2.06 3.08 4.40 0.80 1.79 3.41 41 62 82
30.0 3695 1847 2771 3695 4.40 7.50 11.30 2.56 6.54 13.14 62 92 123
40.0 4926 2463 3695 4926 8.30 14.90 **** 6.43 17.32 **** 82 123 ****
50.0 6158 3079 4618 6158 14.00 **** **** 13.56 **** **** 103 **** ****
18 2.5 509 254 382 509 0.52 0.53 0.54 0.04 0.06 0.09 8 13 17
5.0 1018 509 763 1018 0.57 0.62 0.67 0.09 0.15 0.21 17 25 34
7.5 1527 763 1145 1527 0.67 0.77 0.89 0.16 0.28 0.43 25 38 51
10.0 2036 1018 1527 2036 0.83 1.03 1.28 0.27 0.49 0.82 34 51 68
12.5 2545 1272 1909 2545 1.03 1.36 1.80 0.41 0.82 1.44 42 64 85
15.0 3054 1527 2290 3054 1.31 1.85 2.17 0.63 1.33 2.09 51 76 102
17.5 3563 1781 2672 3563 1.60 2.34 3.65 0.90 1.97 4.09 59 89 119
20.0 4072 2036 3054 4072 2.06 3.08 4.40 1.32 2.96 5.64 68 102 136
30.0 6107 3054 4580 6107 4.40 7.50 11.30 4.23 10.81 21.72 102 153 204
40.0 8143 4072 6107 8143 8.30 14.90 **** 10.63 28.63 **** 136 204 ****
50.0 10179 5089 7634 10179 14.00 **** **** 22.42 **** **** 170 **** ****
21 2.5 693 346 520 693 0.52 0.53 0.54 0.06 0.09 0.12 12 17 23
5.0 1385 693 1039 1385 0.57 0.62 0.67 0.12 0.20 0.29 23 35 46
7.5 2078 1039 1559 2078 0.67 0.77 0.89 0.22 0.38 0.58 35 52 69
10.0 2771 1385 2078 2771 0.83 1.03 1.28 0.36 0.67 1.12 46 69 92
12.5 3464 1732 2598 3464 1.03 1.36 1.80 0.56 1.11 1.96 58 87 115
15.0 4156 2078 3117 4156 1.31 1.85 2.17 0.86 1.81 2.84 69 104 139
17.5 4849 2425 3637 4849 1.60 2.34 3.65 1.22 2.68 5.57 81 121 162
20.0 5542 2771 4156 5542 2.06 3.08 4.40 1.80 4.03 7.67 92 139 185
30.0 8313 4156 6235 9313 4.40 7.50 11.30 5.75 14.71 29.56 139 208 277
40.0 11084 5542 8313 11084 8.30 14.90 **** 14.47 38.97 **** 185 277 ****
50.0 13855 6927 10391 13855 14.00 **** **** 30.52 **** **** 231 **** ****
24 2.5 905 452 679 905 0.52 0.53 0.54 0.07 0.11 0.15 15 23 30
5.0 1810 905 1357 1810 0.57 0.62 0.67 0.16 0.26 0.38 30 45 60
7.5 2714 1357 2036 2714 0.67 0.77 0.89 0.29 0.49 0.76 45 68 90
10.0 3619 1810 2714 3619 0.83 1.03 1.28 0.47 0.88 1.46 60 90 121
12.5 4524 2262 3393 4524 1.03 1.36 1.80 0.73 1.45 2.56 75 113 151
15.0 5429 2714 4072 5429 1.31 1.85 2.17 1.12 2.37 3.71 90 136 181
17.5 6333 3167 4750 6333 1.60 2.34 3.65 1.59 3.50 7.27 106 158 211
20.0 7238 3619 5429 7238 2.06 3.08 4.40 2.35 5.26 10.02 121 181 241
30.0 10857 5429 8143 10857 4.40 7.50 11.30 7.52 19.22 38.61 181 271 362
40.0 14477 7238 10857 14477 8.30 14.90 **** 18.90 50.90 **** 241 362 ****
50.0 18096 9048 13572 18096 14.00 **** **** 39.86 **** **** 302 **** ****
27 2.5 1145 573 859 1145 0.52 0.53 0.54 0.09 0.14 0.19 19 29 38
5.0 2290 1145 1718 2290 0.57 0.62 0.67 0.21 0.34 0.48 38 57 76
7.5 3435 1718 2577 3435 0.67 0.77 0.89 0.36 0.62 0.96 57 86 115
10.0 4580 2290 3435 4580 0.83 1.03 1.28 0.60 1.11 1.84 76 115 153
12.5 5726 2863 4294 5726 1.03 1.36 1.80 0.93 1.84 3.24 95 143 191
15.0 6871 3435 5153 6871 1.31 1.85 2.17 1.42 3.00 4.69 115 172 229
17.5 8016 4008 6012 8016 1.60 2.34 3.65 2.02 4.43 9.21 134 200 267
20.0 9161 4580 6871 9161 2.06 3.08 4.40 2.97 6.66 12.68 153 229 305
30.0 13741 6871 10306 13741 4.40 7.50 11.30 9.51 24.32 48.86 229 344 458
40.0 18322 9161 13741 18322 8.30 14.90 **** 23.93 64.43 **** 305 458 ****
50.0 22902 11451 17177 22902 14.00 **** **** 50.45 **** **** 382 **** ****
30 2.5 1414 707 1060 1414 0.52 0.53 0.54 0.12 0.18 0.24 24 35 47
5.0 2827 1414 2121 2827 0.57 0.62 0.67 0.25 0.41 0.60 47 71 94
7.5 4241 2121 3181 4241 0.67 0.77 0.89 0.45 0.77 1.19 71 106 141
10.0 5655 2927 4241 5655 0.83 1.03 1.28 0.74 1.37 2.28 94 141 108
12.5 7069 3534 5301 7069 1.03 1.36 1.80 1.15 2.27 4.00 118 177 236
15.0 8482 4241 6362 8482 1.31 1.85 2.17 1.75 3.70 5.79 141 212 203
17.5 9896 4948 7422 9896 1.61 2.34 3.65 2.49 5.46 11.37 165 247 330
20.0 11310 5655 8482 11317 2.06 3.08 4.40 3.67 0.22 15.66 188 283 377
30.0 16965 8482 12724 16965 4.40 7.50 11.30 11.74 30.03 60.32 283 424 565
40.0 22620 11310 16965 22620 8.30 14.90 **** 29.54 79.54 **** 377 565 ****
50.0 28274 14137 21206 28274 14.00 **** **** 62.28 **** **** 471 **** ****
33 2.5 1711 855 1283 1711 0.52 0.53 0.54 0.14 0.21 0.26 29 43 57
5.0 3421 1711 2566 3421 0.57 0.62 0.67 0.31 0.50 0.72 57 86 114
7.5 5132 2566 3849 5132 0.67 0.77 0.89 0.54 0.93 1.44 86 128 171
10.0 6842 3421 5132 6842 0.83 1.03 1.28 0.89 1.66 2.76 114 171 228
12.5 8553 4277 6415 8553 1.03 1.36 1.00 1.39 2.75 4.84 143 214 285
15.0 10264 5132 7698 10264 1.31 1.85 2.17 2.12 4.48 7.01 171 257 342
17.5 11974 5987 8981 11974 1.60 2.34 3.65 3.01 6.61 13.75 200 299 399
20.0 13685 6842 10264 13685 2.06 3.08 4.40 4.44 9.95 18.95 228 342 456
30.0 20527 10264 15395 20527 4.40 7.50 11.30 14.21 36.33 72.99 342 513 684
40.0 27370 13685 20527 27370 8.30 14.90 **** 35.74 96.24 **** 456 684 ****
50.0 34212 17106 25659 34212 14.00 **** **** 75.36 **** **** 570 **** ****
36 2.5 2036 1018 1527 2036 0.52 0.53 0.54 0.17 0.25 0.35 34 51 68
5.0 4072 2036 3054 4072 0.57 0.62 0.67 0.37 0.60 0.86 68 102 136
7.5 6107 3054 4580 6107 0.67 0.77 0.89 0.64 1.11 1.71 102 153 204
10.0 8143 4072 6107 8143 0.83 1.03 1.20 1.06 1.98 3.28 136 204 271
12.5 10179 5089 7634 10179 1.03 1.36 1.80 1.65 3.27 5.77 170 254 339
15.0 12215 6107 9161 12215 1.31 1.85 2.17 2.62 5.33 8.34 204 305 407
17.5 14250 7125 10688 14250 1.60 2.34 3.65 3.59 7.87 16.37 238 356 475
20.0 16286 8143 12215 16286 2.06 3.08 4.40 5.28 11.84 22.55 271 407 543
30.0 24429 12215 18322 24429 4.40 7.50 11.30 16.91 43.24 86.86 407 611 814
40.0 32572 16286 24429 32572 8.30 14.90 **** 42.53 **** **** 543 **** ****
40 2.5 2513 1257 1885 2513 0.52 0.53 0.54 0.21 0.31 0.43 42 63 84
5.0 5027 2513 3770 5027 0.57 0.62 0.67 0.45 0.74 1.06 84 126 168
7.5 7540 3770 5655 7540 0.67 0.77 0.89 0.79 1.37 2.11 126 188 251
10.0 10053 5027 7540 10053 0.83 1.03 1.28 1.31 2.44 4.05 160 251 335
12.5 12566 6283 9425 12566 1.03 1.36 1.80 2.04 4.03 7.12 209 314 419
15.0 15080 7540 11310 15080 1.31 1.85 2.17 3.11 6.58 10.30 251 377 503
17.5 17593 8796 13195 17593 1.60 2.34 3.65 4.43 9.72 20.21 293 440 586
20.0 20106 10053 15080 20106 2.06 3.08 4.40 6.52 14.61 27.84 335 503 670
30.0 30159 15080 22620 30159 4.40 7.50 11.30 20.88 53.38 **** 503 754 ****
40.0 40213 20106 30159 40213 8.30 14.90 **** 52.51 **** **** 670 **** ****
42 2.5 2771 1385 2078 2771 0.52 0.53 0.54 0.23 0.35 0.47 46 69 92
5.0 5542 2771 4156 5542 0.57 0.62 0.67 9.50 0.81 1.17 92 139 185
7.5 8313 4156 6235 8313 0.67 0.77 0.89 0.88 1.51 2.33 138 208 277
10.0 11084 5542 8313 11084 0.83 1.03 1.28 1.45 2.69 4.46 185 277 369
12.5 13855 6927 10391 13855 1.03 1.36 1.80 2.25 4.45 7.85 231 346 462
15.0 16625 8313 12469 16625 1.31 1.85 2.17 3.43 7.26 11.35 277 316 554
17.5 19396 9698 14547 19396 1.60 2.34 3.65 4.88 10.71 22.28 323 485 647
20.0 22167 11084 16625 22167 2.06 3.08 4.40 7.18 16.11 30.69 369 554 736
30.0 33251 16625 24938 33251 4.40 7.50 11.30 23.02 58.85 **** 554 831 ****
40.0 44334 22167 33251 44334 8.03 14.80 **** 57.89 **** **** 739 **** ****
48 2.5 3619 1810 2714 3618 0.52 0.53 0.54 0.30 0.45 0.61 60 90 121
5.0 7238 3619 5429 7238 0.57 0.62 0.67 0.65 1.06 1.53 121 181 241
7.5 10857 5429 8143 10857 0.67 0.77 0.89 1.14 1.97 3.04 181 271 362
10.0 14477 7238 10857 14477 0.83 1.03 1.28 1.89 3.52 5.83 241 362 483
12.5 18086 9048 13572 18096 1.03 1.36 1.80 2.93 5.81 10.25 302 452 603
15.0 21715 10857 16286 21715 1.31 1.85 2.17 4.48 9.48 14.83 362 543 724
17.5 25334 12667 19000 25334 1.60 2.34 3.65 6.38 13.99 29.10 422 633 844
20.0 28953 14477 21715 28953 2.06 3.08 4.40 9.38 21.05 40.09 483 724 965
30.0 43430 21715 32572 43430 4.40 7.50 11.30 30.06 76.87 **** 724 **** ****
413.0 57906 28953 43430 57906 8.30 14.90 **** 75.62 **** **** 965 **** ****
------------------------------------------------------------------------------------------------------------
*Air flow resistance is based on ASAE standard data for clean shelled
corn, increased 50 percent for the fine material and compaction plus
0.5 inches of water column allowance for duct and entrance loss. Fan
horsepower is calculated on the basis of 50 percent "installed" fan
efficiency.
Systems for Various Type Bins
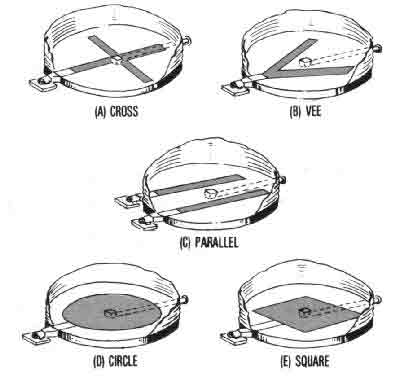
Round metal bins for dryeration or bin cooling have either full- or partial-perforated floors. If partial floors are used, they must contain a sufficient amount of perforated metal correctly placed in the bin floor to insure effective air distribution. Figure 7 illustrates several patterns for partial aeration systems.
The present trend, however, is toward full-perforated floors. In fact, they are essential for bin drying if more than 1-2 points of moisture must be removed, and if air flow rates and air distribution requirements for drying exceed the capacity of partial-aeration floor systems. The added cost of a full-perforated floor may be partly offset because it facilitates conversion to bin drying at a later date. In fact, the higher cost is minimal when figured on a per-bushel basis for a bin that will be used 12-25 years.
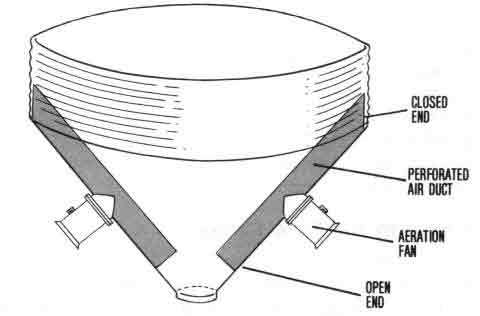
Hopper- or conical-bottom bins normally use perforated ducts running up and down the sloped surface, as illustrated in Figure 8. Either full-round or half-round ducts should work satisfactorily. But regardless of type, they must be well anchored because of the tremendous forces acting on them during bin unloading.
Flat storages are usually equipped with a perforated duct system on top of the concrete floor. There are obvious problems in working around or removing and storing above-floor ducts during grain unloading. However, sub-floor duct systems or full-perforated floors are costly and difficult to design sufficient to support heavy-wheeled equipment during load-out or for alternate use of the structure.
Perforated bin floors and ducts should allow the air velocity entering the grain to be 30 feet per minute (fpm) or less. Therefore, to determine perforated floor or duct surface area, divide the total air flow requirement by 30 fpm.
Assume, for example, 4000 bushels of hot corn are to be cooled at one time with an air flow rate of 0.75 cfm/bu. The total air flow needed is 3000 cfm (4000 bu. x 0.75 cfm/bu.); and the perforated duct or floor surface area, then, would be 100 sq.ft. (3000 cfm ÷ 30 fpm).
For circular ducts, only 80 percent of the surface is available because the ducts rest on the floor or against a wall. Thus, 30 feet of a 16-inch diameter round duct or 50 feet of a flat, perforated strip 2 feet wide would be adequate (see Table 3).
In general, air velocities through ducts and in sub-floor tunnels should not exceed 1500 fpm. To find duct or tunnel cross-sectional area, therefore, simply divide total air flow by 1500 fpm. In the example above, the duct cross-sectional area would be 2 sq.ft. (3000 cfm ÷ 1500 fpm). Air transitions and entrance collars should not restrict air flow.
Upward air flow is generally recommended in both dryeration and bin cooling, even though it may result in more condensation on exposed bin walls and roof than with a suction system. Upward air flow cools the grain on the top surface last, making it easier to determine when cooling is complete. In fact, upward air flow is essential for any dryeration procedure involving layered fills and for bin cooling in which hot corn is continuously cooled as it is added to the bin.
It takes a minimum of 4 hours for a cooling front to traverse the grain depth. Thus, hot corn on top will lie for at least that long before being contacted by the leading edge of the front. Because this minimum recommended temper time exists naturally in the dryeration process, the inherent 4-hour cooling lag allows you to start the cooling fan immediately upon terminating bin filling.
A drawback to downward air flow becomes evident when cooling is ended in a bin only partly filled with hot corn. If this corn is cooled before more hot corn is added, all the heat and moisture from any corn added to the top must be moved through the cool corn underneath. This causes the first layer to be reheated and wetted, adding more time to the cooling cycle.
Another difficulty with downward air movement occurs if cooling is intermittent or interrupted. A bin full of hot corn acts much like a chimney when the fan is not running, drawing cool air in at the bottom. Hot corn near the floor or ventilating duct may cool enough between periods of fan operation so that water will condense on it when operation is resumed. Condensation will then occur when warm, moisture-laden air hits the cooled area. In freezing weather, this condition may essentially seal off the ventilation duct.
For the dryeration process, plan on a per-bushel air flow of between 0.5 and 1.0 cubic feet per minute (cfm/bu.). A design calling for 0.5 cfm/bu. when the bin is full produces higher air flow rates for smaller grain quantities but probably will still not exceed 1.0 cfm/bu. Rates in the 0.5-1.0 range normally cool the corn in 10-20 hours and still maintain air velocities through the grain low enough to obtain high moisture-saturation of the exhaust air.
The principle, `If an inch is enough, don't give it two,' applies in selecting air flow rates for dryeration. Increasing air flow speeds up the cooling process but forces the heated air out of the corn before it has time to pick up a full moisture load. Faster cooling may also increase stress crack formation.
The air flow rates for bin cooling range from below the level for dryeration to considerably above it. Since bin cooling in final storage does not require clearing the structure for rapid re-use, the cooling rate can be considerably below the 0.5 cfm/bu. minimum for effective dryeration. However, all hot corn put in the bin should be cooled within 48 hours.
A number of farmers practice bin cooling using a fan and bin originally designed for bin drying, or they may have built a new unit designed for a combination high-speed/bin drying system. Thus, air flow rates for these low-temperature drying systems may exceed the 1.0 cfm/bu. upper limit recommended for dryeration, especially if the bin is only partially full.
In cold weather or on cold nights, bin cooling at very low air flow rates may result in excessive exhaust air condensation on bin walls and roof, and thus moisture running back into the grain.
Fan horsepower, static pressure and duct surface area requirements for dryeration and bin cooling air flow rates of 0.5, 0.75 and 1.0 cfm/bu., in bins 14 to 48 feet in diameter, are shown in Table 3. In general, the higher air flow rates work best on shallow depths and the lower rates on deep bins. Such application tends to minimize both uniformity problems in cooling and the horsepower requirement.
Note from Table 3 that fan horsepower increases roughly five times when the air flow rate doubles from 0.5 to 1.0 cfm/bu. Also notice that to maintain the same air flow per bushel at twice the depth requires a 10-fold increase in horsepower.
Batch dryers can be adapted to dryeration and bin cooling simply by eliminating cooling and transferring the hot corn directly to a dryeration or cooling bin. Most automatic batch units are easily programmed to shift directly from `heat' to `unload.'
Continuous-flow and multiple-chambered batch dryers can also be adapted to hot corn delivery by converting the cooling section to a heat section. Normally, the cooling section in such dryers occupies from a fourth to a third of the total drying volume; so adding extra heating area may actually improve dryer capacity 30-50 percent--a real boost in drying speed.
Remember, however, that a continuous-flow dryer with a single fan for both the heat and cooling sections is more difficult to convert. And always check with the manufacturer when considering any change in the burner and control systems. Also, before finalizing a decision to modify an existing dryer, weigh the alternative of trading it in on a new one it it's getting old, it conversion is too difficult, or if you're unsure of yourself.
Handling rates for dryeration and bin cooling systems should be increased in proportion to any increase in drying capacity. If this is not done, extra handling equipment time must be committed to servicing the increased dryer throughput and, in dryeration, transferring the dryerated grain.
In the case of a batch dryer with a single leg elevator, for instance, a 60 percent increase in capacity will tie up the handling system 60 percent more in hot corn handling. On the other hand, for continuous-flow dryers (which often use one handling system for `dry or hot grain removal' and another for `grain receiving'), the conflict may be minimal, assuming the dry grain handling rate can be expanded to meet the needs of a 60-100 percent increase in flow rate for hot corn delivery.
Many medium-sized farms have dry or hot corn handling equipment capable of moving 2500-3000 bushels per hour. A dryer delivering 5000 bushels of corn for 24 hours in a conventional dry-and-cool mode should be able to deliver 8000 bushels of hot corn per day using dryeration. Transferring this grain after it is cooled at a handling rate of 2500 bushel per hour will take over 3 hours.
Even with this extra 3-hour handling operation, the capacity of the total drying process using dryeration is considerably above the capacity of a conventional operation. Remember, the volume of grain that requires high-speed, high-temperature drying also requires a well-coordinated, ready-to-go handling system. And although dryeration adds one extra handling of the grain, the larger volume tends to `force' an improved handling layout (whether or not dryeration is involved).
The `proper' handling rate for a dryeration system on a given farm is the total of the rates for. (1) corn receiving, (2) dryer loading, (3) dryeration bin loading, (4) dryeration bin unloading, (5) hot corn transfer and (6) transfer to storage or load out. A handling rate of 2500-3000 bushel per hour seems to fit many farms and matches the capacity of 8-inch auger equipment Large farms often use equipment in the 4000-6000 bushel per hour range.
(Note: The capacity of most handling equipment is somewhat lower when handling hot corn, because it is wet, sticky and does not flow as easily as cool, dry corn does.)
Any grain drying process using high-temperature, high-speed drying should be planned to incorporate dryeration or bin cooling. The grain bin you build today has a life expectancy of 20-25 years. Future energy costs and availability suggest the need for a flexible plan that `builds in' alternatives.
The `costs' of long-range planning are primarily planning time plus the space required in the layout. If pre-planned options are never needed, the consequence is small. But to plan without considering available options could be costly.
One suggestion is to develop a plan that would meet your estimated needs 3-5 years down the road; then double it! Don't consider this doubled plan ridiculous. Force yourself to spell out how you would plan the facility if you were faced with that kind of an expansion need.
When the doubled plan is completed, simply scale it back to fit your current needs and pocketbook. But try to scale it down in ways that keep growth opportunities open. Most well-engineered plans can be doubled without serious compromise. Planning for the next 3-5 years and doubling that to a 6-10 year plan, implies that the last plan can be doubled again to 12-20 years without much trouble.
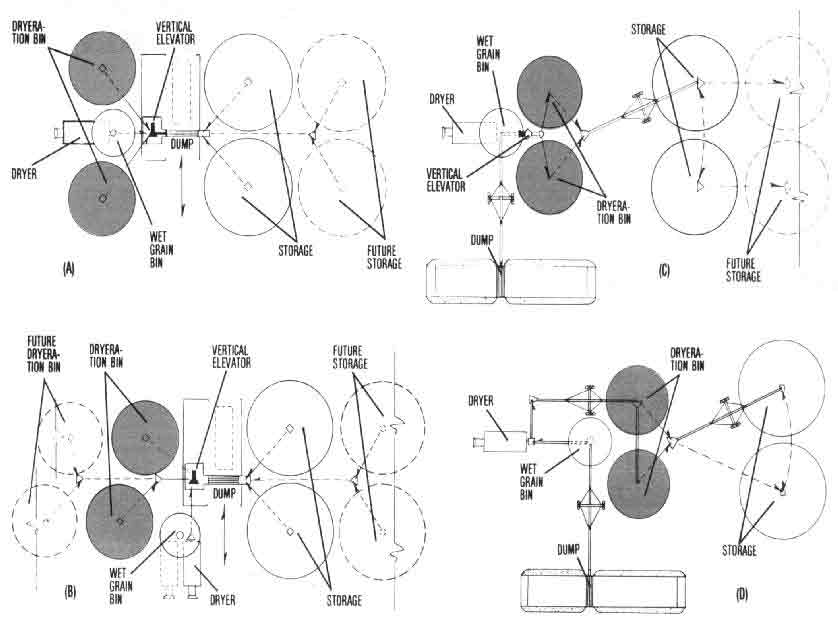
Several pattern layouts for drying facilities that include dryeration and bin cooling are shown in Figure 9.
There is much moisture condensation during corn cooling in a dryeration system and, to a lesser degree, in bin cooling. Moisture condenses on the underside of the bin roof, inside exposed bin walls and on any wall surface in contact with the hot, sweating corn. Moisture drip and runback from the roof and exposed wall can rewet those kernels on the surface and adjacent to the wall by as much as 10 points or more in moisture content.
However, when dryeration-cooled grain is transferred to the final storage facility, the rewetted kernels blend into dry grain with little problem. Kernels may stick to the inside surface of the dryeration bin; but it left in place, the quantity and appearance will be essentially unchanged and will usually not present a problem, even with continued filling and unloading.
The tempering period tends to produce the greatest amount of vapor. This is because of the relatively of hot grain being cooled in the bin. The problem is somewhat lessened in concrete silos, because heavy walls do not change temperature quickly. When nighttime temperatures remain above 50° F, condensation is minimized. On nights when temperatures are near freezing, however, condensation is substantial.
Condensate runback from bin surfaces in both dryeration and bin cooling can be minimized by managing the cooling process through one or more of the following practices:
Moisture generated during cooling is potentially most troublesome when the handling system includes vertical legs and interconnected gravity spouts. The airborne moisture is carried up a spout to the top of the leg. As condensation occurs, moisture runs down the spouts connected to other bins in the system which may already be filled with newly-dried, cooled corn.
Also moisture tends to increase corrosion, especially in the presence of heat. Thus, permitting moisture from the dryeration and cooling bins to travel throughout the grain handling equipment system not only shortens equipment life but contributes to unsightly rust streaking on structures and equipment.
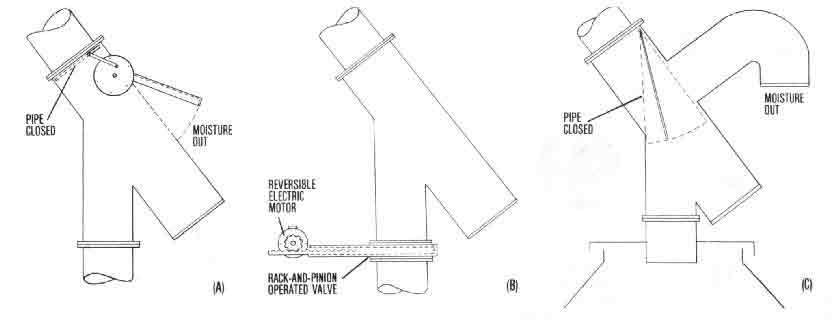
The most important step in controlling condensation in vertical handling equipment is to realize that it is a problem! Here, then, are some things that should help:
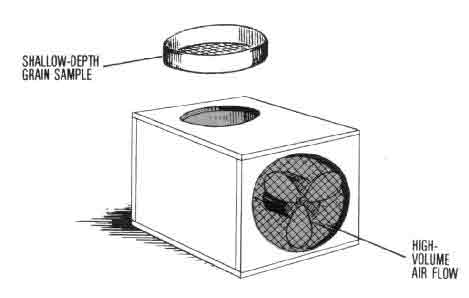
Because the temperature of hot corn changes so rapidly, its moisture content cannot be measured accurately with electronic moisture meters. Moisture tends to condense on the contact surfaces between the moisture meter and the grain; this will impair accuracy.
A workable solution is to cool the grain sample quickly to the same temperature as the air around the moisture meter and then measure the moisture. (It the sample is cooled immediately after removal from the dryer, it will lose little moisture.) Using almost any small fan, including household ventilation and air circulation types, a 1-pound sample in a screened-bottom pan or a container shaped totally from hardware cloth can be cooled in 3-5 minutes, especially if the sample is stirred occasionally (Figure 12)
At least three samples should be taken for moisture measurements during unloading. Preferably space them to coincide with the first, middle and last thirds of the dryer quantity.
A simple way to measure corn temperature is to place a sample in a large-mouth thermos bottle containing a thermometer that reads up to 200° F (e.g, a candy thermometer). Fill the thermos quickly, insert the thermometer and read the temperature as soon as the reading stabilizes.
Leave the hot grain in the thermos until just before the next sample is taken. This keeps the container warm and reduces the heat drawn from the new sample. Generally, the samples for moisture content and temperature are taken at the same time.
The amount of drying that occurs during the cooling process will depend on the amount of stored heat in the corn and how efficiently that heat is used. Theoretically, corn at 140°F has enough stored heat to remove a maximum of 3 points of moisture when cooled to 60° F. In actual tests, the moisture loss is about two-thirds of this maximum, or 2 - 2 1/2 points.
Grain should be considered cooled when it is at least the same temperature as the air was when fan operation started some 10-12 hours earlier. Don't expect all of the grain to equal the `air temperature' when you check it on a frosty morning. The air at that moment might have been that temperature only the previous hour or so. Thus, you can hardly expect all of the grain to be at air temperature, because the grain cooling rate is relatively slow.
Also, cooling may be slower where air flow has been restricted, such as under the filling spout where fines accumulate. Since the corn will be mixed with cooler grain when the dryeration bin is unloaded, small pockets of uncooled grain can be tolerated.
Measuring grain temperatures in the upper layer with a temperature probe or thermometer is recommended. Some installations have permanent thermocouple systems to monitor grain temperatures throughout the bin. It is also a good idea to check the grain temperature when it is being transferred.
Even distribution of fine materials (`fines') in the dryeration bin is important for good air distribution. Hot fine material is usually sticky; and it accumulates and packs under the grain spout. A grain distributor helps correct this condition.
When the corn is transferred from the cooling bin to storage, distributing or removing fines and keeping the grain uniformly cool with an adequate, correctly-operated aeration system should permit storage of 14 percent moisture corn on a long-term basis. Corn to be stored only during winter months may be carried at 15 - 15 1/2 percent.
An experienced operator using modern grain storage equipment and technology does not need to overdry his grain one to two points `just to be safe.' For each point grain is overdried, 1 1/4 percent of its weight is lost. With corn worth about 4 cents a pound, the loss amounts to 3 cents per bushel for each point of overdrying!
The moisture-laden air exhausted from cooling bins at 120-140°F may be oppressive, if not dangerous to breathe. If you must enter a bin with flow or spoilage problems, at least two people should be standing by in case help is needed. With two people at hand, one can go for help while the other administers aid.
Entering a grain bin during unloading or when unloading equipment is operating is extremely dangerous and must be avoided. The down-pull of flowing grain, in addition to normal foot and leg penetration in the dry grain, frequently makes it impossible for a person to work free, once trapped. He will be drawn quickly under the grain or into the conveying equipment and injured or suffocated.
Fixed costs. Those fixed costs associated with the installation of a dryeration system stem primarily from: (1) the extra investment in the dryeration cooling bins vs. the same type and size bins used for storage, (2) any special equipment or flow arrangements required for the extra handling of the hot corn, and (3) any drying equipment modifications or additions necessary to carry out the process.
On existing installations that use conventional round, metal, flat-bottom storage bins and high-speed, batch drying equipment, the adaptation costs are primarily for increasing air flow in existing storage bins, or possibly decreasing it in converted bin-drying units, plus installation of grain delivery conveyors or spouting and grain spreaders.
If a continuous-flow, high-speed dryer is involved, there may also be the cost of an additional burner and control system to convert the cooling section of the dryer to a heat section. Installing a separate set of controls allows you both to run the new burner at a different (probably lower) temperature than the primary heat section, and to turn it off for an immediate shift to a conventional cool-in-the-dryer mode.
The above anticipated fixed costs for a dryeration system assume that the dryeration cooling bins can also function as storage bins at the end of the season. If this increased storage capacity is desirable and needed, the only added cost attributable solely to the dryeration process is to equip or size the bin and fan for effective dryeration cooling. The higher air flows of dryeration for cooling compared to normal aeration for dry storage conditioning means larger fans and a full false floor or an extensive duct system (see Table 3).
In considering new bin units for dryeration cooling, they may be of special design (such as hopper- or conical-bottom) or special size (possibly smaller than most desirable for storage) to better accommodate an efficient dryeration process. If so, these increased costs should also be charged to the dryeration process.
Table 4 presents percentages useful in estimating the annual fixed cost of alternative dryeration processes.
Annual fixed cost rates
-----------------------------------
Repairs,
Expected Depreci- taxes and
Item life ation Interest* insurance Total
---------------------------------------------------------------------------------------
years percent
Storage facilities and components
(bins, false floors, ducts, etc.) 20 5.0 6 5 3 0 14.5
Dryeration and bin cooling fans
(unheated air fans: propeller
and centrifugal) 10 100 6.5 3.0 19.5
Auger conveyors and grain
spreaders (portable and sta-
tionary units, sweeps, etc.) 7 145 6.5 3.0 24.0
Bucket elevators and support
systems (receiving dumps,
spouting, turnheads, etc.) 12 8.3 6.5 3.0 17.8
High-speed dryers and compo-
nents (batch and continuous-
flow units) 7 14.5 6.5 3.0 24.0
Bin dryers and components (fans
and heaters, stirring devices,
continuous unloaders, etc.) 7 14 5 6.5 3.0 24.0
Electric power service system
(switches, wiring, phase con-
verters, etc.) 10 10.0 6.5 3.0 19.5
Gas or oil service equipment
(tanks, plumbing, valves, etc.) 10 10.0 6.5 3.0 19.5
-----------------------------------------------------------------------------------------
* Based on a rate of 13 percent per year, averaged to half rate on
full initial value or full rate applied to average for depreciated
life.
Variable costs. Dryeration system operating costs are relatively small compared to drying and storing grain, except for the labor involved in one extra grain rehandling in dryeration. Following are three typical variable costs involved and how to figure them.
Electricity cost to power the dryeration cooling fan can be estimated on the basis of 1 kilowatt-hour (kw-hr.) per fan horsepower per hour of fan operation. For example, assuming a cooling time of roughly 12 hours for each dryeration cycle (A cycle in a two-bin dryeration system will normally be one dryeration bin fill or partial fill in one day and cooled and unloaded/transferred the next.), a 27-foot diameter, round metal bin filled 15-feet deep with 6870 bushels of hot corn requires a 3.0 horsepower fan to provide an airflow of 3/4 cfm/bu. for dryeration cooling (from Table 3). In a 12-hour cooling period, therefore, the fan would require a total of 36 kw-hr. for a complete cycle (3 kw-hr./hr. x 12 hr.). If electricity costs 5 cents/kw-hr., dryeration cooling for the 6870 bushels would be $1.80 or 1/40th cent per bushel.
Electricity cost for the extra grain handling involved in dryeration will be very small Vertical bucket elevators deliver roughly 300-400 bushels per hour per horsepower, elevating to a 70-80 foot height. An 8-inch inclined auger will deliver roughly 150-200 bushels per hour per horsepower in a 60-foot length elevating to a 30-35 foot fill height. Thus, at 5 cents/kw-hr., the electricity per handling for either system is approximately 1/50th cent per bushel ($.05 ÷ 300 bushels and $.05 ÷ 150 bushels). Remember that this considers only power costs; the fixed or annual ownership costs must be calculated using Table 4.
Labor cost for the extra handling following dryeration cooling may not all be attributable to dryeration. Normally, the operation involves 2-4 hours per day at transfer rates of 2500-3000 bushels per hour. But such transfer is usually done on a semi-automatic basis, with the operator doing something else while transfer continues.
A more critical factor may be the equipment scheduling required, assuming the same handling system services grain receiving to the dryer or wet holding bin and possibly hot grain take-away from the dryer. Equipment scheduling in well-designed systems with adequate flow rates is not a serious problem in the most common dryeration one- or two-bin systems. The grain is usually transferred early in the morning, before a new day's harvest operation requires a heavy receiving schedule.
Cost savings. On the plus side of any dryeration system cost analysis are: a sharply-increased drying rate, a lower drying fuel cost, a higher quality product and a more storable product (delivered to storage at 50-60°F instead of 75-80°F).
Almost any high-speed batch dryer, new or used, will deliver five batches in the same time it previously delivered three, when operation is switched to a dryeration procedure on 10 percentage points of moisture removal. This is a 50-60 percent increase in throughput rate, and will result in an overall sharp increase in both quantity and quality of grain delivered to the storage per day, even with the added handling operation and time. If the time can be telescoped onto other useful tasks, it may represent no real penalty in overall system performance. The same general conclusions apply to a continuous flow dryer that can be adapted for dryeration by using heat on the cooling section.
Estimating the annual fixed or ownership costs and the variable costs for bin cooling involves the same cost relationships as for the dryeration process. The difference is that bin cooling does not involve the extra grain handling, because there is no intermediate dryeration bin. Thus, the handling system can and usually will he the same as that for a conventional cool-in-the-dryer system which delivers dry grain to storage.
The storages for bin cooling may require a higher air flow rate and more elaborate air distribution system than that required for aeration of dry grain. These added costs, if any, are chargeable to the system.
Although the drying rate and fuel efficiency increases in bin cooling are not as dramatic as for dryeration, they are still significant as discussed earlier. These benefits should be added to the plus side of any cost analysis evaluating bin cooling.
The dryeration and bin cooling processes used to dry and condition grain combine the advantages of increased speed or throughput with improved energy efficiency while maintaining product quality. The results are often startlingly good. These processes grew out of a research and extension program begun almost 20 years ago, long before energy availability and cost were major considerations in agricultural production.
Improved grain quality was the original motivation behind dryeration research. Today, the steadily increasing importance of grain in international trade, especially corn and soybeans, has only underscored the value of quality, especially as it relates to breakage in corn.
The benefit of dryeration is so specific and positive in reducing the susceptibility of corn to breakage during handling that the practice must be considered in the planning of any new grain facility or the renovation and updating of existing ones. This generalization applies to all levels of the grain industry, whether farm, country elevator or inland or seaport terminal.
Bin cooling is most applicable to farm and small elevator installations. If done in conjunction with bin drying to slowly complete the final 2-4 points of moisture removal in the same bin in which grain cooling was completed, the improved capacity and fuel efficiency and the reduced quality stress can be very significant.
Single copies of the following Purdue Extension publications dealing with grain drying and handling are available free to Indiana residents from their county Cooperative Extension Service offices or by writing to the Media Distribution Center, 301 S. 2nd St., Lafayette, IN 47905-1232:
AE-82 "Harvesting. Drying and Storing Grain Sorghum"
AE-90 "Managing Grain for Year-Bound Storage"
AE-91 "Temporary Corn Storage in Outdoor Piles"
AE-99 "Adapting Silage Silos for Dry Grain Storage"
AE-106 "Fan Sizing and Application for Bin Drying/Cooling of Grain"
AE-108 "Soar Heat for Grain Drying"
AED-20 "Managing Dry Grain in Storage"
ID-96 "Double Cropping Winter Wheat and Soybeans in Indiana"
The following Midwest Plan Service publications are available at the cost indicated from the Farm Building Plan Service, Agricultural Engineering Building, Purdue University, West Lafayette, IN 47907:
MWPS-13 "Planning Grain-Feed Handling" ($2.50)
MWPS-22 "Low Temperature and Solar Grain Drying" ($3.00)
For more information, contact Dirk Maier, Agricultural and Biological Engineering, phone: 317-494-1175 or e-mail: maier@ecn.purdue.edu
New 9/80
Cooperative Extension work in Agriculture and Home Economics, State of Indiana, Purdue University and U.S. Department of Agriculture cooperating: H.A. Wadsworth, Director, West Lafayette, IN. Issued in furtherance of the acts of May 8 and June 30, 1914. The Cooperative Extension Service of Purdue University is an equal opportunity/equal access institution.