The purpose of this publication is to help you understand the distillation of ethyl alcohol. It first presents the basic principles involved in distillation and how the process works. The types of distillation equipment and systems that might be involved in a small fuel alcohol plant are then discussed, as are the performance and control criteria needed for a general evaluation of each. The publication concludes with a discussion of safety, along with some general selection, operation and management criteria useful in evaluating alternatives.
The information presented here hopefully will help you decide if you want to get into alcohol production, and if so, will help you evaluate the different options that are available to you. We will only cover those distillation processes and equipment capable of producing alcohol concentrations up to about 95.6 weight percent (wet basis).
Remember, this publication is not a design manual. Rather its goal is to give a general understanding of distillation processes and the performance of various equipment options in order to aid you in evaluating alcohol production proposals and give a basis for more detailed self-study. We will not discuss fermentation processes and equipment, or uses of the finished alcohol concentrate.
The idea of ethyl alcohol as a liquid fuel is not new. It received considerable discussion and publicity in the 1920's and 1930's as a motor fuel. It was used as a fuel in several countries during World War II. Interest surfaced again in the U.S. in the mid 1970's, with the advent of the oil embargo and cartel and the rapidly escalating oil prices that resulted.
At the time of these rapid oil price increases, many people, particularly in the farming community, began to look seriously at ethyl alcohol and gasoline/alcohol blends as alternative fuels. However, by the early 1980's, increased U.S. oil production plus a significant drop in oil consumption due to high prices brought a corresponding world oversupply of oil and a marked drop in oil and gasoline prices. As a result, interest in alcohol fuels diminished sharply. Interestingly, the increased use of unleaded fuels and subsidies for fuels using 10 percent alcohol caused many oil companies to add ethyl alcohol to their gasoline as a non-lead octane improvement additive. Such fuels are not normally advertised as gasoline/alcohol blends.
If one accepts, however, that the long range price of oil and energy will continue to increase, then ethyl alcohol as a liquid fuel, especially for internal combustion spark ignition engines, will continue to be a potentially viable alternative fuel source. The fact that alcohol may be profitably manufactured from a variety of crop and forest residues, as well as from grains themselves, enhances its appeal to farm producers.
Alcohol can be made from a variety of agricultural products by a three basic step sequence:
Fermenting grain (cooking it in water and treating it with enzymes to break down the starch and convert it to sugars) results in an alcohol concentration of roughly 5-10 percent. The finished concentration or "beer" depends on the amount of water used, the grain and the quality of the fermentation. This beer is so low in alcohol content that it is useless as a fuel and must be further concentrated to obtain mixtures that will ignite and burn. For this reason a distillation column is used to produce a higher alcohol concentration. (Several publications that discuss fermentation in considerable detail are listed at the end of this publication under "References.")
First of all, let's look at how distillation works. We are all generally familiar with how distilled water is produced. The water is heated, and the steam or water vapor conducted away in a tube. If the tube is looped downward and cooling is applied below the hump, the vapor is condensed and distilled water obtained. This is "simple" distillation- i.e., removing a volatile substance (water) from non-volatile substances (lime, impurities, etc.).
"Fractional" distillation is used to separate mixtures of two liquids with different boiling points, such as alcohol and water. Ethyl alcohol with 4 percent water boils at approximately 173° F, while water boils at 212° F. A mixture of the two liquids will boil at all temperatures between 173° and 212°, depending on the ratio of alcohol to water.
Consider a beaker or a glass jug filled partially with a mixture of alcohol and water at some temperature. The top of the container is closed except for a small hole, to which a balloon is attached to keep air out. Thus, the vessel is at atmospheric pressure, but the enclosure above the liquid level is essentially undisturbed by air currents circulating around the jug.
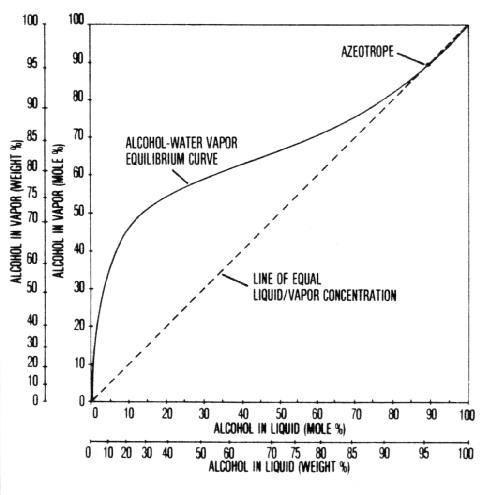
After a period of time, the amount of water vapor and amount of alcohol vapor contained in the gaseous mixture above the liquid in the container will reach a constant value, depending on the temperature and pressure. The liquid and vapor mixtures reach an "equilibrium," a condition under which there is no net change in the liquid/vapor ratio or in the alcohol/water ratio within either the liquid or vapor mixture. However, the ratio of alcohol to water in the vapor phase is generally greater than the ratio in the liquid phase, because alcohol is usually more volatile than water (see Figure 1). It is this characteristic of a liquid-versus-vapor state of a substance that permits us to distill off an increasing concentration of alcohol from the alcohol/water mixture.
By bringing about a controlled series of successive sequences re-evaporation, condensation, re-evaporation and re-condensation), each re-condensation from the previous vapor state achieves a higher alcohol concentration. This is because the alcohol in the vapor is at a higher concentration than was the concentration in the liquid mixture from which it was vaporized.
Figure 1 shows the vapor-versus-liquid composition when the pressure is atmospheric. The dotted line in the figure represents an equal concentration of alcohol in both the liquid and the vapor state. Note that the alcohol concentration is consistently higher in the vapor phase than in the liquid phase for most of the range of the graph. The axes are explained later.
The previous relationships of alcohol-water mixtures hold true up to alcohol concentrations of about 95.6 percent. At this concentration, the two substances quit boiling separately (i.e., the alcohol in the vapor phase is no longer more concentrated than in the liquid phase), and fractional distillation no longer works. A mixture of this composition is called an "azeotropic mixture".
Generally, a third substance must be introduced into the mixture to permit separation by distillation, or some other separation scheme must be used. The details of separating the azeotrope are discussed briefly later.
There are two general types of distillation processes that appear applicable to farm-size fuel alcohol production with present technology. One is the continuous-feed distillation column system, in which a beer containing a constant alcohol content is continuously pumped into a column. The other is a pot-type distillation system, in which a batch of beer, with the heavy solids (spent grain) not removed, is simply boiled in place to vaporize the alcohol. The alcohol-water vapors are then forced to flow through a distillation column to bring about concentration.
These two processes are discussed in detail in the following pages. There are other fractional distillation systems that may or may not use a column as we normally think of such units. They include centrifugal techniques, mechanical rotating wipers in a tube, etc., and are not discussed here.
A simplified schematic of a continuous distillation column is presented in Figure 2. The column consists of a long tube, which includes a stripping section (the lower portion) and a rectifying section (the upper portion). There is a condenser located on the top end of the column and an optional reboiler on the bottom.
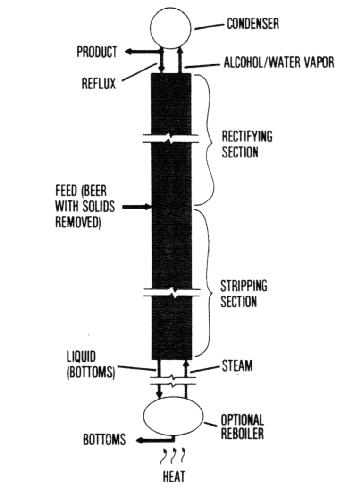
The process involves a controlled flow of liquid beer (preferably preheated and with all solids removed), which is fed into the top of the stripping portion of the column. The liquid alcohol-water mixture (beer) trickles downward through the column, its flow impeded or slowed by either a series of plates or continuous packing. It passes vapor (a mixture of water vapor and alcohol vapor, but no air) which moves up. The source of the water vapor is either steam injected from a boiler or vapor produced in the reboiler. The plates or packing serve to cause good mixing of the vapor and liquid, allowing the alcohol to evaporate and the water to condense.
At any given point along the column, there is more alcohol in the vapor than in the liquid, but not as much as there should be according to the equilibrium principle. Since the alcohol concentration in the vapor has not reached equilibrium, its vapor pressure causes it to evaporate out of the liquid, and water condenses out of the vapor.
These two processes must happen simultaneously, because the first (the vaporization) requires heat and the second (condensation) produces heat. In a well designed and insulated column, all the heat supplied by the condensation goes into the evaporation of the alcohol.
About the same amount of alcohol evaporates as the amount of water that condenses. Thus, the vapor (moving up the column) constantly increases in alcohol content, whereas the liquid (flowing down) constantly loses alcohol This means that the top of the column will have high alcohol content in both liquid and vapor, and the bottom low in alcohol content.
The column shown can be operated either in a "continuous mode" or a "batch mode", similar to continuous versus batch grain drying processes. The next two paragraphs describe the differences between these modes.
In a continuous operation, the column is brought to a balanced-operation state. It consists of a continuous feed input of beer, continuous outflow of "bottoms" (Bottoms is a mixture of condensate water and some beer, in which not all alcohol was removed or distilled), steam input from a boiler or reboiler (for process heat and to make up for inefficiencies) and an output of highly concentrated alcohol vapor. Alcohol vapor is condensed and a large fraction refluxed (recirculated) into the top of the column to control the final concentration of the product output. This reflux flow is required to produce a downward flowing liquid stream in the top section of the column. Without the reflux stream, there can be no liquid in the rectifying section of the column, which means no separation would then occur in the rectifying section. The remaining highly-concentrated alcohol-water condensate or distillate is collected as product. Once the column is brought into an operating balance in "continuous mode," the operation is ideally sustained night and day, week after week, because each time it is shut down and must be restarted, the start-up and shut-down result in appreciable losses in energy and efficiency.
In a batch operating mode, the column is started, brought to a balanced performance and operated until the quantity (or batch) of beer on hand is distilled. The column must then be shut down, cooled and cleaned, ready for start-up for the next batch. Batch operation and performance will be discussed later.
Let us now describe the continuous-feed distillation column process in the still as seen in Figure 2. The "stripping" section and the "rectifying" section of the column are shown in the figure as a single vertical column unit, which is the preferred configuration. They may, however, be built side by side, interconnected with tubing to return the output of the stripping unit to the rectifying section and vice versa. This makes the total height shorter, but requires a pump to lift liquid from the bottom of the second column to the top of the first. Tubing must be quite large and well insulated. The vapor for the stripping section is supplied either by steam injected at the bottom of the column or by the reboiler, which collects some of the liquid (mainly water) coming out the bottom of the column and boils it to produce the vapor.
As the vapor moves out of the stripper, the rectifying section increases the alcohol concentration by allowing the vapor flow to move up the column against some of the final liquid product flow (reflux) moving down. When the vapor finally reaches the top of the rectifying section, it should have a concentration of 80-95 percent alcohol, depending on the column length and the operating conditions used.
The concentrated alcohol-water vapor of 80-95 percent is then condensed to liquid in the condenser by cooling it. Roughly 2/3 to 3/4 of the final liquid is returned to the rectifying section of the still as "reflux" (a liquid of high alcohol concentration). It provides a highly volatile source of alcohol vapor to facilitate a high final-product concentration and to condense out some of the remaining water vapor. This reflux is necessary to obtain a concentrated alcohol product.
The remaining liquid flowing from the condenser (about 1/3 to 1/4 of the total) is the finished product, ready for whatever use is intended. The ratio of amount of alcohol returned to the column to amount collected as product is called the "reflux ratio." This ratio controls both product purity and amount of energy required for the distillation. The higher the reflux ratio, the purer the alcohol product and the more energy that is required for distillation.
The incoming beer feed, if well-filtered, may be used as part of the cooling fluid in the condenser. This will bring about condensation of the reflux and finished product, while at the same time preheating the beer feed just before it enters the stripper section. Thus, a minimum of added heat is needed to bring about the initial alcohol vaporization (stripping) operation.
When the reflux liquid reaches the bottom of the rectifier, it enters the feed input level and joins the feed, which is preheated beer. The mixture enriches the alcohol content of the hot beer and facilitates the vaporizing (stripping) process as the liquids flow down against the upward flow of steam and alcohol vapor. As the steam moves upward, it causes the alcohol to vaporize from the liquid as some of the water vapor condenses.
If the vapor composition at every point in the entire column is plotted versus the corresponding composition of the liquid, the result is the two lines (operating lines) of Figure 3, shown superimposed on the equilibrium diagram of Figure 1. The axes are based on how many alcohol molecules there are per hundred molecules, rather than on a weight basis (This is because one alcohol molecule evaporates for every water molecule that condenses: thus, the number of molecules of vapor passing a given point per second doesn't change as you move up the column, and the same goes for the liquid. So if the stripper has, for instance, four times as many molecules of liquid as of gas passing some point near the top, it will also have four times as many molecules of liquid as of gas passing some other point near the bottom This means that if the molecular composition of the gas changes by percent in a certain segment of the column, then the molecular composition of the liquid has to change by percent in the same segment, regardless of where that segment is.) The two lines in Figure 3 are straight, having a constant slope when axes of molecular percent are used. (Weight percent is also shown on the horizontal axis, so conversion can be made very easily.) The slope of an operating line is directly related to the ratio of flows of liquid to vapor: the higher the slope, the more liquid flow to vapor flow there is.
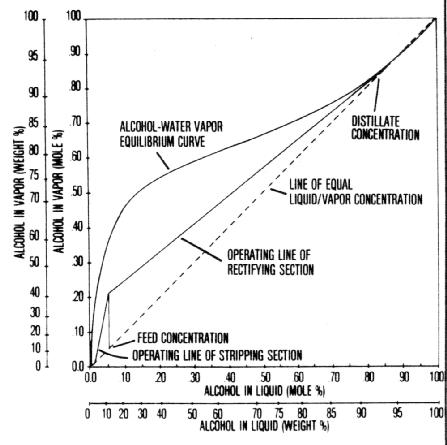
The "operating line" of the rectifying section intersects the dotted line of equal vapor and liquid compositions at the high end. This is because the reflux (the liquid added at the top) was part of the vapor which has now been condensed and now has the same composition as the vapor. The higher the alcohol concentration in the product, the smaller will be the slope of the operating line (since operating and equilibrium lines cannot intersect) and the greater the reflux will have to be. Hence, less product is obtained per pound of vapor if the product is higher in alcohol, and more energy is used per pound of product.
The equilibrium curve in the figure has a "sway-back" at high concentrations. To get a product really close to the azeotrope, the slope of the operating line must be increased to almost 45 degrees. This means increasing the amount of reflux liquid until it almost equals the amount of vapor flowing up, thereby increasing the reflux ratio sharply. This procedure leaves less actual product, since most of the condensed vapors have to be sent back down the column. Consequently, it takes about twice as much energy to get a gallon of 95 percent alcohol (by weight) as it does to get a gallon of 85 percent alcohol.
The length of column necessary to bring about a given concentration of final product is determined from the operating relationships presented in Figure 3. Consider a column constructed with "plates" along its entire length as shown in Figure 4. Liquid introduced into a plate-type column forms a shallow pool on each plate. The liquid flows across the plate, while the gas bubbles up through holes in the plate (called a sieve tray). Each plate or tray has a short section of tubing cut through the plate.
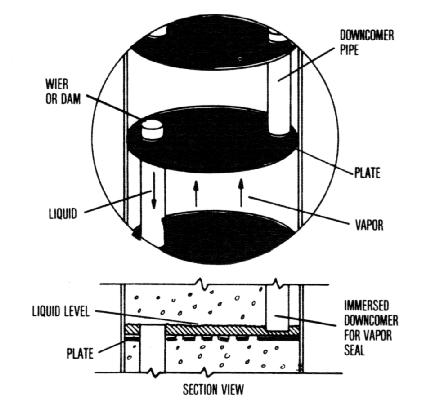
The assembly is similar to a toadstool, with the hollow stem positioned off to one side of the cap about 1/4 of the way in from one edge. The top end of the tube projects above the plate surface; the lower end stops just above the surface of the plate below. The tube is projected above the plate surface in order to form a miniature dam (called a "weir") to maintain a depth of liquid on the plate. As the liquid level rises, overflow occurs into the downcomer pipe to the next plate below.
The discharge end of each downcomer pipe must be positioned close to the surface of the plate below, so that the free end will be immersed in the liquid level on that plate. This forms a liquid seal over the open end to keep vapor from entering the pipe. By positioning successive downcomer pipes on opposite sides of each sieve tray, the liquid flows across each plate, minimizing any stagnate flow sections and helping move any solids that might accumulate from the distillation column.
Sometimes the holes in the sieve tray are covered with caps or checkvalves to help prevent the liquid from coming down through the hole. If the vapor flow remains strong, however, it will prevent counterflow itself. Ideally, when the liquid leaves a plate in its flow downward, it should be in equilibrium with the vapor flowing upward from the same plate.
Now we have a theoretical basis to predict the alcohol content of the liquid and vapor at any plate or stage along the column. If we want an alcohol content in the final product of 85 percent (moles per mole), then we can read from Figure 5 what liquid concentration would be in equilibrium with the final vapor concentration (Remember, this is the same as the product concentration.)
This liquid concentration is that which is on the surface of the top plate. If we know the composition of the liquid flowing down the downcomer between the top plate and the second one, we can look at the operating line on Figure 5 to determine the vapor composition flowing up between the two plates. Because the liquid descending from the second plate must be in equilibrium with the vapor rising from it, we can now determine the liquid composition below the second plate from the equilibrium curve.
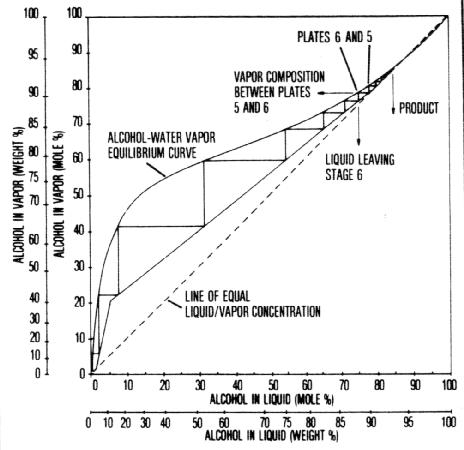
This procedure, shown on Figure 5, is the method used to determine the ideal number of stages or plates needed for a given set of operating conditions. In actual practice, it usually takes roughly 1 1/2 to 2 times as many actual stages as this theoretical analysis predicts. Calculations for the column design need to be precise and are usually done by computer (Column length depends on feed concentration and desired product purity, but not on amount of feed column diameter depends on feed flow rate and reflux ratio. Column cross sectional area is controlled by the allowable vapor flow rate. Since vapor flow rate is directly proportional to feed rate, the column area is directly proportional to the feed rate. Double the feed rate and the column area must double, column diameter will be proportional to the square root of the feed rate. Vapor flow rate also increases as the reflux ratio increases Thus, the required column diameter will also increase when the reflux ratio is increased).(Column design is usually done by the column manufacturer, not by the user.)
An alternative to a plate-type unit is the packed column. In distillation columns larger than 4 feet in diameter, trays or plates have been found generally more economical for alcohol production. But in small columns, the cost of fabrication, installation and maintenance of plates often makes a packed unit less expensive and more workable.
Another consideration is the ease of cleaning deposits that may form in the course of time. In the case of plate-type columns, deposits can sometimes be removed with a chemical rinse: other times trays may have to be scrubbed (through portholes) or packing taken out and cleaned. Small-diameter plate columns are difficult to clean inside, since port holes are quite small.
A packed column is filled with solid objects, with a relatively large amount of open space for liquid and vapor flow. The objective of a packed column, as with a plate column, is to bring about intimate contact between the liquid and the vapor without too much flow resistance. Packing objects should stack loosely in the column, having a relatively large amount of exposed surface area, providing many surfaces for liquid and vapor flow to intermingle.
Packing material may range in size from 1/4 inch for small columns (2-4 inch diameter) to 2 inches in length and/or breadth for large columns (2 feet in diameter or more). Several examples of commercial packings are shown in Figure 6. For alcohol production, ceramic, polypropylene plastic or stainless steel packings may be desirable. The important criteria are: (1) efficiency of contact between the liquid and the vapor, (2) amount of resistance to flow, (3) flow capacity (amount of vapor flow per square foot of area that can occur before the vapor will prevent the liquid from coming down), (4) resistance of the packing to corrosion or dissolving and (5) cost.

The efficiency of contact between the liquid and the vapor determines a factor known as the "height equivalent to a theoretical plate" or HETP. A HETP is estimated as follows:
Marbles are poor packing. They do not spread the liquid coming down the column enough to get an efficient exposure of liquid-gas interaction. Marble packing, therefore, gives a large HETP value, requiring a tall column. Also, the inside of the marble is not available for flow, so large diameter columns are required.
Another important consideration in deciding on packing material is how long the packing will hold up in a hot alcohol solution. Durable packing like stainless steel may last indefinitely but is expensive initially. Thus, cost-benefit ratio must be considered.
Some general estimates of packing properties are commonly used. The size of the packing should normally be less than 1/8 of the diameter of the column. The HETP varies with the size of packing, from about 1 1/2 feet (for 1-inch packing) to about 2 1/2 feet (for 2-inch packing). Below 1 inch in size, the HETP usually remains above 1 foot.
The HETP usually gets worse (larger) if the flow is either too high or too low. If flexibility in operation rate is desired, a packing should be chosen that has a low HETP over a large range of flows. The approximate ratio of the highest to the lowest flow rates which yield good HETP values is known as the "turndown ratio". Pall rings and Intalox saddles are good in this respect, with turndown ratios above 6.
If we know the HETP, we can estimate the required column length. With an assumed HETP of 1 1/2 feet and an ideal number of trays in the rectifying section often, we need a rectifying section 15 feet tall. The HETP will determine the actual number of plates needed; the number should not be doubled.
All of the previous discussion has considered distillation processes in terms of a constant feed of beer of uniform alcohol content. Such processes can be operated either as a continuous or as a batch procedure.
In the pot distillation process, the entire batch of beer is heated to boiling in a large container, and the alcohol-water vapors are collected and channeled into a distillation column. Such a process will always be a batch procedure and involves only the use of a rectifying column, since the Stripping is done as the alcohol vapors are boiled off from the vat. A pot distillation process is illustrated in Figure 7.
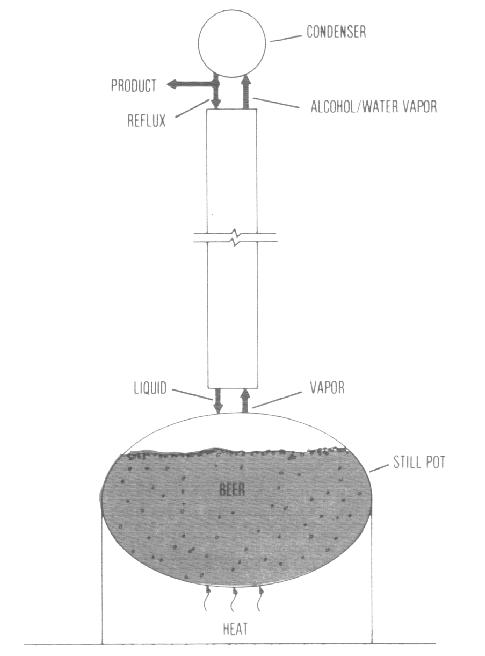
The process has the characteristic that, as alcohol vapor is boiled off from the beer, the concentration of alcohol in the beer becomes less and less. As the beer loses its alcohol content, the alcohol product also decreases in concentration. To prevent this, the reflux ratio must be raised.
Recall that higher reflux ratios usually mean higher proof. Raising the reflux ratio means getting less product from a given amount of vapor produced, hence a greater energy cost. When almost all the alcohol has been boiled out of the beer, the process is stopped and the spent stillage (formerly beer) is removed.
The basic advantage of this pot distillation process is its simplicity. It does not require a constant supply of beer, which is often not available in minimum-labor fuel alcohol processes. It also provides a very simple equipment system. with cooking, fermentation and boiling for distillation carried out in the same vessel. This procedure may aid in sterilizing equipment between successive batches, since cooking and fermenting in the same vessel tends to heat-sterilize. Separation of the spent grain and large solids from the beer prior to heating for distillation is not necessary, an added advantage.
It is possible to approach a continuous batching operation in a three-vessel, one-column pot system. A batch of grain would be cooked and fermented every 72 hours, with one batch ready for distillation every 24 hours.
The disadvantage of the pot distillation process and its system simplicity is lower distillation efficiency, because of the diminishing alcohol concentration in the beer under continuous boiling. Typically, a pot distillation unit requires about three times as much energy as an equivalent continuous distillation system, based on (by weight) feed 8 percent, stillage 0.4 percent and product 90 percent. Less stored heat may be used at the end of cooking when the slurry is rapidly cooled for fermentation; and heat losses during cooking and distillation heating cannot be minimized as readily as with the constant-feed process. Insulation applied to the pot to conserve heat during cooking and distillation heating may hinder cooling necessary to fermentation in the summer. Thus, amount of energy required per gallon of alcohol for the pot distillation process is high.
Carrying out distillation using a vacuum (low pressure) allows use of lower temperatures and attains higher alcohol concentrations. For instance, at 42 mm Hg pressure (about 6 percent of atmospheric pressure (Normal atmospheric pressure is 760 mm Hg (millimeters of mercury column), equivalent to 30 inches of Hg or 14.7 psi. Thus, 6 percent of 14.7 psi is approximately 0.88 psi.), the temperature at the bottom of the column need only be about 35° C (95° F) and the top about 20° C (68° F). This makes it hard to condense the vapor, since there is a smaller temperature difference between the vapor and the coolant (whether air or water). But this pressure may be advantageous if heat is supplied at only 35° C Here, waste heat from other machinery or solar heat might be exploited.
In the vacuum process, the azeotrope (or point where distillation ceases to work) moves toward 100 percent as the pressure is lowered. At a pressure below 1/10 atmosphere, the azeotrope disappears, enabling distilling all the way to 100 percent alcohol. However, the difference in volatility (vaporizability) between the water and the alcohol is still very small, requiring a high reflux ratio (more than 20). The amount of energy used is around 15,000 BTU/pound alcohol produced, which compares to combustion energy of around 11,500 BTU/pound alcohol.
By holding the condenser near 0° F, a vacuum of around 4 mm Hg could be created. The volatility difference would be great enough that the energy cost would be about 6000 BTU/pound. The column, however, would have to be very large to accommodate the large volume of low-pressure vapor. Vacuum distillation appears uneconomical in commercial applications.
This is the term used for the process that produces 100 percent alcohol with the help of an organic solvent and two additional distillations. It is used by large plants to produce industrial absolute alcohol. In the process, a solvent, such as pentane or gasoline, is added to the product (alcohol which is not water-free) coming out of the usual distillation column. This mixture is fed into a distillation column which divides it into a top product (a distillate of an exact composition determined by the solvent) and a bottom product, which can be controlled to produce pure alcohol by adjusting the amount of solvent added. The distillate of this column is fed to a third column, which distills out the solvent, leaving as the bottom product a mixture of just alcohol and water. This bottom product is returned to the first alcohol-water column.
Ideally, no solvent is added to the system once it's working, because it is recycled and never gets out. This process is obviously more complicated than the usual distillation system and requires an expert to design.
There are several other methods of producing 100 percent alcohol under development that look promising. One adsorption process uses a final column packed with organic material, such as finely ground, very dry cornmeal. Cornmeal is a stable and inexpensive (5-10 cents per pound) selective absorbent of water from ethanol/water vapor. Laboratory results show that the adsorption of water from ethanol by cornmeal gives an anhydrous (water-free) product, starting from 190 proof vapors from a distillation column. The process uses two parallel columns packed with cornmeal or other organic materials, with one column used for adsorption, while the other is being regenerated (by forcing a hot inert gas through the organic bed to evaporate the water absorbed). The combustion energy of the ethanol product can exceed the energy needed to carry out the dehydration by a factor of 10.
This process may have special advantages for use in small scale plants. Further development on the practical aspects of using this technology is not discussed here.
In a continuous flow column, the first step of start-up is to turn on the cooling fluid to the condenser, so that when the heat is applied later there will be no danger of pressure build-up. Then, if direct steam is used instead of a reboiler, the steam can be turned on to flush out the air in the system. This is similar to purging a steam heating system in a house.
If direct steam is not being used, water should be fed into the column at the feed point. This water will run down to the reboiler and provide steam. Once the air has been sufficiently diluted with steam, there is no possibility of explosive mixtures being present. However, it is best to force practically all the air out of the system and through the condenser, so it won't interfere with alcohol separation and heat transfer in the condenser.
Once the system has been purged of air, the reflux ratio can be set and the beer flow started. After sufficient time (depending on column size, flow rate, etc.-usually several hours), alcohol will spread throughout the column according to the design. The product will not attain the desired concentration until this distribution balance is reached. It can be recycled back into the beer tank until this occurs. Or, a quicker method is to reflux everything until the desired composition is reached, setting the reflux ratio to continue this concentration. The amount of time in either case depends on column size but usually runs several hours.
If a continuous flow column is used to process batches of beer, be sure the column is small enough that the start-up time will be relatively small compared to the total run time. Short run times are undesirable, because of the long start-up, shut-down and cleaning time involved.
Planning the reflux flow and control system is an important factor in product quality control and process management. One design uses a condensate reservoir, with the reflux rate controlled by a variable-speed pump drawing from the reservoir. Another design has a gravity flow of reflux from the reservoir, regulated by an automatic or manual valve. The reservoir may be designed with an overflow into the product line to maintain a constant pressure on the gravity reflux feed.
A sufficient liquid level in a reboiler used to supply steam to the column is important from a performance and safety standpoint. The reboiler is under a slight pressure and therefore must be a pressure vessel. It usually has a gasketed and bolted lid. Welded steam outlet and stillage return lines connect the reboiler to the column. The liquid return enters the reboiler below the desired liquid level. The outflow of bottoms can be controlled by regulating the back-pressure in the bottoms line, in turn controlling the level of liquid in the pot. The pot must be designed so it can be completely drained to ease clean-out.
In a batch system using pot-type distillation, the usual procedure is to start the condenser cooling fluid, and then turn on the heat below the vat or boiler containing the beer. An outlet must be provided for air escape. (See previous discussion concerning how to obtain the desired product quality.)
During shut-down of a continuous system, the first step is to shut off the feed and divert the product. This keeps low-quality alcohol produced during shut-down from entering the product st&rage tank. The alcohol remaining in the column can then be distilled out and added to the next batch of beer. A complete sequence is as follows:
Because cooling water for the condenser will be needed throughout shut-down, it is the last flow to be stopped. The exact order in the above steps is not critical, since steps 1-3 are performed in rapid sequence. The important point is not to vent the column until it has cooled down, to avoid loosing a lot of alcohol vapor which might burn, smell or explode.
In a pot system, the shut-down consists of turning off the heat and allowing air to enter as the vapors condense. It may be possible to catch the liquid draining from the column, so that the alcohol it contains won't be lost with the stillage. The material will initially be very hot, requiring caution in collection and handling.
Most distillation processes require that the spent grain and all solids be removed from the beer before the feed is delivered to the column. However, the two "exceptions" discussed below do not require solids removal before distillation.
One exception is the occasional plate- or tray-type column, designed to pass the mash (beer plus all solids) through stripper section, using a combination of large holes in the plates and large diameter downcomer pipes between plates. This helps move the mash (which is like sloppy oatmeal or mush) down the column. Such a design can be quite effective in stripping the alcohol from the spent grain and solids as well as from the beer; but it tends to be low in energy efficiency and presents problems in flow uniformity, due to column plugging and changing solids percentage in the feed. This type column must be designed by an expert. Handling all solids with the beer may also present some pumping problems along with problems in clean-up.
A second exception is the batch procedure using pot distillation. The beer and mash are simply boiled together to evaporate the alcohol. The mixture in the pot must be well stirred to prevent the solids from baking onto the pot surface; and care must be taken to keep the mash from boiling over into the column.
In this process, the liquid condensate from the column returns to the pot or batch tank being boiled. When the alcohol concentration in what was the beer (now stillage water and distillers grain) reaches a point where further distillation is not practical, the entire slurry is transferred to a holding tank for processing or feeding. Since most animal nutritionists do not foresee the feasibility of feeding much of the stillage water, the mash will probably have to be separated, even if it is fed wet.
Packed columns require a feed that contains very few suspended solids to reduce the chance of plugging, column contamination and cleaning problems. Most plate- or tray-type columns can handle a small concentration of suspended solids without plugging or cleaning problems under continuous operation, provided the heavy solids have been removed. Plate or sieve columns may be easier to clean than packed columns if the plates are easily removed or accessible.
The heavy solids usually sink to the bottom of the fermentation vat or tank once agitation is stopped. Some of the beer can then be withdrawn in such a way that none of the remaining heavy solids are withdrawn.
Several farm fuel production installations use a section of "U" trough or round tube auger conveyor, on which a perforated housing has been rigged on the lower side. The perforated bottom of the, conveyor may also be covered with a 12-16 mesh screen similar to fly screen. In operation, the auger conveyor is inclined upward at a 15-25 degree angle and the slurry fed into the lower intake end. The auger conveys the stillage over the screen bottom, with the liquids and fine suspended solids passing through the screen. The larger grain particles are retained and carried to the top of the incline, where they are discharged into a vehicle or holding chamber. The auger flight, in scraping the mash across the screen, does a reasonably good job of maintaining flow and clearing the screen surface. Commercial filters, sieves and screens are also available in stationary, rotary and vibrating arrangements.
Continuous flow conveyors or extractors that compress the stillage grain to improve beer removal are common in commercial distilleries. Similar designs sized for small-scale plants are under development. Keep in mind that separating solids before distillation can result in up to a 20 percent alcohol loss if extraction design is too simple.
A loss of heat along the column causes increased condensation and reduced evaporation. Thus, the amount of vapor diminishes in the upward part of the column, where the flow of liquid is also less than at the bottom. Where heat loss occurs, more vapor has to be produced in the reboiler or steam generator, resulting in a loss in energy efficiency.
In Figure 3, the effect of heat loss is that the bottom line (the rectifier line) curves up and the upper line (the stripper line) curves down. This means that in the stripper, the "size" or magnitude of the steps considered in the stepping-off procedure (Figure 5) is decreased, sharply decreasing process efficiency as well.
The distillation column should be well insulated to prevent loss of heat and to protect against burns. Two to three inches of fiberglass blanket insulation is good. On columns located outdoors because of size and safety, the insulation blanket will shield the column from increased heat loss due to wind currents. Exposed insulation blanket may require weather shielding to maintain its performance.
Heat recovery from cooling hot mash for fermentation, from stillage in the column bottoms during distillation and from heat absorbed in the condenser can be an important source of energy efficiency. A detailed discussion of heat recovery techniques is outside the scope of this publication; but it is important to note the potential for energy conservation or heat wastage in a spirits distillation process. The incoming beer feed to the column, for instance, should be used as the cooling fluid for the condenser as much as possible, in order to reclaim condensation heat to preheat the beer, thus using and saving energy. However, savings are not as great if distillers dry solids are produced (spent grain and solids are dried).
The rest of the condensation (over and above what the beer preheating can do) is generally obtained using water. The water-heating capability of a condenser on a 50-gallon-per-day (2-gallon-per-hour) alcohol plant can provide 500,000 BTUs per day of heating for buildings. The reclaimed heat available, however, is basically the amount of heat put into the bottom of the column in the form of steam or reboiler heat. Heat reclamation is cost-effective only if the heat saved is used efficiently elsewhere as process or space heat. To use waste heat inefficiently just because it is easily available simply lowers overall system efficiency.
The lines carrying the beer through the condenser for the dual preheating/cooling function slowly accumulate a protein layer on their inside wall, hampering flow and heat transfer. The protein must be removed periodically with a caustic (strong base) soda.
Hot stillage water discharged from the base of the stripping column may also be reclaimed and either used to preheat the beer, used to preheat water for the next cooking cycle or recycled directly info the next batch as the water for cooking and starch hydrolysis. Up to 1/3 of the stillage water may be recycled as cooking water for the next batch, provided accumulation of chemical substances from previous fermentations is not a problem. Any of these waste-heat sources may also be utilized in space or water heating.
A heat exchanger between the partially heated feed coming from the condenser and the very hot stillage from the bottom of the column can save some energy by further increasing the preheat on the beer feed before it enters the column.
Be sure to evaluate the cost-benefit ratio when considering use of heat exchangers or heat storage systems. Process design and choice of equipment should consider energy conservation practices.
This publication does not present details of any particular column design or of input-output conditions. However, some general relationships between product condition and flow versus column size, number of stages and energy use can be illustrated. Tables 1-5 were generated by computer analysis to illustrate the basic physical and performance relationships. They show typical process response and sensitivity as design and operating factors are varied.
A few principles are:
Thus, the best way to operate is to have a good fermentation (high alcohol content in beer), not to try to go much above 90 percent by weight alcohol in the distillate and to preheat the feed (in the condenser, if not also with a heat exchanger). In this way, one can produce alcohol for around 1800 BTU/pound (11,000-12,000 BTU/gallon), which can be burned without further concentration in a slightly modified gasoline engine. However, this 90 percent alcohol will not mix satisfactorily with gasoline to form gasohol.
Where not otherwise stated in Tables 1-5, the stillage is 0.4 percent, the feed 8 percent and the product 90 percent ethanol by weight. Energy is in BTUs per pound product, while diameter is for 50 gallon-per-hour feed with a packed column using plastic Intalox saddles for packing.
A 0.4 percent ethanol content in the stillage and an 8 percent ethanol content in the feed calculates as a 5 percent overall ethanol loss. (If the feed were only 4-6 percent ethanol concentration, the loss ratio will be much higher). A 5 percent continuous loss would mean a substantial loss of profit. The 0.4 percent loss level should not necessarily be considered as a desired loss level, but rather as a typical illustration (see Table 3).
In Table 1, the column entitled "reflux ratio" is the external reflux ratio -i.e., the ratio of liquid condensate returned as reflux to that kept as product. Having chosen this ratio and the concentration of stillage, feed and product, the ideal number of stages required in the rectifying and stripping sections, as well as the energy, are then determined.
The diameter is not strictly determined; the diameter given is a recommended value generated by computer. In practice, a standard-size commercially available column or pipe which is as large or slightly larger than the listed diameter would be used.
The "energy ratio in/out" column is the ratio of energy required for distillation to energy produced by burning the product.
Note that as the feed concentration goes up from 1 percent alcohol to 12 percent, the reflux ratio becomes quite low. This means that the amount of energy required also tails dramatically. This is why it is important to have a good fermentation and to produce a high concentration of alcohol in the beer.
Beer Rectifying Stripping Column Energy feed Reflux column column Energy use diameter ratio (wt.%) ratio stages stages (BTU/lb.) (in.) in/out ------------------------------------------------------------------------- 1 33.9 7 2 15300 4.3 1.5 2 16.1 7 3 7510 5.0 .73 3 10.1 7 4 4870 5.1 .47 4 7 1 7 5 3580 5.2 .35 5 5.4 7 6 2810 5.2 .27 6 4.6 7 6 2460 5.4 .24 8 3.5 8 5 1980 5.7 .19 9 3 8 6 1760 5.7 .17 10 2.7 8 6 1630 5.8 .16 11 2.5 8 6 1540 6.0 .15 12 2.3 8 6 1450 6.1 .14 -------------------------------------------------------------------------
Table 2 shows that the amount of energy needed increases as the alcohol concentration in the product increases. But since the energy given by burning is also higher for higher product concentration, the energy-in to energy-out ratio is rather constant up to about 93 percent. After this point, the ratio increases dramatically because of the "sway back" in the equilibrium curve discussed in the text (i.e., the reflux ratio has to be much higher). Here the energy cost is much higher, too. Notice also that the length of the column (number of stages) gets very great as the desired product concentration approaches the azeotrope (95.6 percent).
Alcohol Rectifying Stripping Column Energy product Reflux column column Energy use diameter ratio (wt.%) ratio stages stages (BTU/lb.) (in.) in/out -------------------------------------------------------------------- 50 .2 2 11 811 4.9 .15 50 4 2 6 946 5.3 .18 60 .7 2 10 1050 5.1 .16 60 1 2 6 1230 5.5 .19 70 1.2 3 10 1230 5.1 .16 70 1.5 3 6 1390 5.4 .18 80 1.8 4 12 1400 5.0 .15 80 2.2 4 7 1590 5.4 .18 85 2.3 5 9 1550 5.2 .16 85 2.7 5 6 1730 5.5 .18 90 2.6 9 11 1580 5.1 .15 90 3 8 7 1760 5.3 .17 90 3.5 8 5 1980 5.7 .19 93 3 18 10 1690 5.1 .16 93 4 14 6 2110 5.7 .20 93 5 13 4 2530 6.3 .24 95 5.5 67 4 2660 6.4 .24 95 6 53 3 2870 6.6 .26 95 7 41 3 3280 7.1 .30 95 8 36 3 3690 7.5 .34 95.5 8.5 90 3 3860 7.7 .35 95.5 12 57 3 5290 9.0 .48 --------------------------------------------------------------------
In Table 3, note that more stages are needed in the bottom section (the stripping section) to get less alcohol in the bottoms. Again, the effect can also be achieved to an extent by using more energy. Also notice here that the amount of energy needed per unit of product is constant, given a constant feed concentration, product concentration and reflux ratio. Thus, no energy is saved by recovering more of the alcohol from the beer; but one would, of course, save on the raw material of the fermentation.
Alcohol
bottoms Alcohol Rectifying Stripping Column Energy
concentration loss Reflux column column Energy use diameter ratio
(wt.%) (wt.%) ratio stages stages (BTU/lb.) (in.) in/out
----------------------------------------------------------------------------------
3 35.3 3 8 3 1760 4.4 .17
2 23.3 3 8 3 1760 4.8 .17
1 11.5 3 8 5 1760 5.1 .17
.5 5.7 3 8 7 1760 5.3 .17
.5 5.7 5 7 3 2640 6.5 .26
.2 2.3 3 8 9 1760 5.4 .17
.2 2.3 5 7 5 2640 6.6 .26
.1 1.1 3 8 12 1760 5.4 .17
----------------------------------------------------------------------------------
The alcohol loss levels (column 2) for various levels of bottoms concentration (even at a bottoms concentration of only 0.1 percent) is over 1 percent of the total. Adding only three stages from 9 to 12 in the stripping column cut the alcohol loss more than half. Losses in the bottoms are very important from a profit standpoint. The key question is, "How much can I afford to lose?"
Table 4 gives a larger range of reflux ratios for the same feed, product and bottoms. Note again the trade-off between energy Usage and column length. We can get the same results by using a small reflux ratio (low energy) and a column of 26 total stages, or with a high reflux ratio (high energy) and only nine column stages.
Rectifying Stripping Column Energy
Reflux column column Energy use diameter ratio
ratio stages stages (BTU/lb.) (in.) in/out
----------------------------------------------------------------
2.5 10 16 1540 5.0 .15
3 8 7 1760 5.3 .17
3.5 8 5 1980 5.7 .19
4 7 5 2200 6.0 .21
5 7 4 2630 6.5 .26
6 7 3 3070 7.1 .30
8 6 3 3950 8.0 .38
10 6 3 4830 8.9 .47
----------------------------------------------------------------
Table 5 shows the effects of preheating the feed on energy requirements. The 86° F feed represents un-preheated beer. A temperature of 173° F is approached by preheating in the condenser only, while 198° F (the boiling point of 8 percent alcohol) can also be reached by using a heat exchanger with the stillage. A perfect heat exchanger could actually vaporize about 1.4 percent of the beer, leading to the lowest energy usage. Small changes in the temperature of the feed can cause rather large changes in the reflux ratio needed, and hence in the energy cost.
Rectifying Stripping Column Energy
Reflux column column Energy use diameter ratio
State of feed ratio stages stages (BTU/lb.) (in.) in/out
-------------------------------------------------------------------------
2% vaporized 2.9 9 12 1490 4.9 .15
2% vaporized 3 9 10 1540 5.0 .15
2% vaporized 3.5 8 7 1760 5.3 .17
198 F 2.5 10 16 1540 5.0 .15
198 F 2.6 9 11 1580 5.1 .15
198 F 2.9 8 8 1710 5.3 .17
198 F 3.2 8 6 1840 5.5 .18
173 F 2.9 8 6 1930 5.6 .19
173 F 2.9 8 6 1930 5.6 .19
86 F 1.4 12 7 2470 6.3 .24
86 F 1.9 9 5 2690 6.6 .26
-------------------------------------------------------------------------
Ideally, fuel sources for cooking and distilling fuel alcohol would come from solid fuels, such as coal, wood and crop residues. Such practice would minimize the amount of high-quality liquid and gaseous fuels consumed for heating and increase the total quantity of liquid fuels available. Alternative fuels include: natural and LP gas and fuel oil; alcohol product: mined solid fuels (coal, peat, anthracite); crop and forest residues, farm and forest fuel crops and combustible wastes: methane gas produced from animal wastes and biomass; and solar radiation.
Liquid and gaseous fuels have the advantage of clean burning and easy combustion control. They are high in quality, portable, expensive and storable with high value alternative uses.
Solid fuels can save on the amount of premium liquid and gaseous fuels that must be consumed, but present air pollution and process control problems that are not easily solved. Harvest, handling and conversion technology for crop, forest and other cellulosic materials needs further development.
Methane gas from animal and industrial wastes and biomass presents an interesting possibility as a source of process fuel, but requires a major investment in technology and production plant to produce.
Solar heating requires concentrating collectors (e.g., parabolic) to produce the likely process temperatures and overall performance needed. It also limits operation to daytime hours and sunny days or requires a way of storing energy at high temperatures.
In planning any fuel alcohol production plant, whether an individual farm unit, a small cooperative project or a large community or industrial fuel alcohol plant, consideration must be given to the short-and long-run availability and price of alternative fuels. The implications in plant design and operation, if solid fuels are used or needed in the future, must be seriously evaluated.
The alcohol product itself may be used to fuel the process. However, this basically spends one unit of high-quality liquid fuel to save one unit of another type of fuel, making the unit of alcohol fuel unavailable for replacing imported or domestic oil.
Alcohol distillation involves some dangers besides the ordinary risks of large, complex equipment.
The first danger is that of explosion or burning of the alcohol. Most farmers immediately recognize the potential explosion or fire dangers of distilling a petroleum fraction to produce gasoline. Alcohol and gasoline fuels share these common risks-a primary reason they are such excellent fuel sources for spark ignition engines, which actually use a controlled explosion to produce power Table 6 lists some characteristics of both fuels.
Characteristic Ethanol Gasoline
--------------------------------------------------------
Flash point 55 F -44 F
Ignition temperature 689 F 536 F
Vapor flammability limit 3.3-19 1.4-7 6
(% by volume)
Specific gravity 0.8 0.8
(Water equals 1)
Vapor density 1.6 3-4
(Air equals 1)
Boiling point 172 F 100-400 F
--------------------------------------------------------
1 "Suggested Underwriting Guidelines for Ethanol Production",
Special Release, October, 1980
In accordance with the National Fire Protection Association's pamphlet #30, "Flammable and Combustible Liquid Code"(Pamphlet #30 "Flammable and Combustible Liquid Code", National Fire Protection Association. 60 Batterymarch Street. Boston. MA 02110.US), any liquid with a flash point (the lowest temperature at which that fuel will give off flammable vapors) less than 73° F and a boiling point 100° F or above is classified as a Class I-B flammable liquid. The ignition temperature (in the table) is the lowest temperature that vapors will ignite. Since both ethanol and gasoline are classified as Class I-B flammable liquids, the same safety considerations given to the production, storage and handling of gasoline must also be used with ethanol.
Alcohol vapor is explosive when mixed with air in amounts ranging from 3-19 percent by volume, at room temperature and atmospheric pressure. Gasoline vapor is explosive when mixed with air in the range of from 1.4-7.6 percent by volume for the same temperature and pressure conditions. Both alcohol and gasoline vapors are heavier than air, which may add to their accumulation in enclosed areas or in low-lying ground depressions around or down stream from the vapor source.
Handling such volatile fuels must always be cautious and planned. Gasoline is one suggested additive that can be applied to ethyl alcohol fuels to denature the alcohol and render it unfit for human consumption. Be sure to treat both products with equal caution when combining them. Adding alcohol to diesel fuel to make "diesohol" increases the volatility of diesel fuel, requiring added safety precautions.
The basic precautions for handling alcohol fuels and alcohol-gasoline or alcohol-diesel blends are:
A distillation column contains no air in normal operation, so there is no danger of the vapor or liquid inside catching fire or exploding. But air is present during column start-up and shut-down. As long as you maintain no possibility of a spark or source of ignition, the danger is minimal. The way to do so is to purge the column of any presence of air by starting the column on water without any alcohol. This replaces the air with steam before the alcohol is introduced.
Another precaution is to guard against leaks, which would allow alcohol vapor and air to mix in the column. Leaks are most likely with vacuum distillation, whereas the slight positive pressure normally accompanying "atmospheric" distillation will keep air from leaking into the still. Keeping air out of the column also makes the column and the condenser more efficient.
A second danger is a blow-out of components due to pressure build-up. Source of the pressure is the steam produced by constant heating of the reboiler, or that injected from a separate steam generator. Pressure builds up if too much resistance occurs from the flow of gas up the column or the flow of product out of the condenser. The former can happen if: (1) the column is too small for the amount of liquid or gas being put through it, (2) a flow blockage develops due to an accumulation of solids in the column, or (3) a failure of a packing or a plate assembly exists. Be sure that there is an outlet to the atmosphere somewhere downstream from the condenser, such as in the storage tank for the product.
To avert high-pressure blow-outs of plumbing and equipment, pressure gauges and pop-off valves should be installed in the following places: (1) in the condenser to sense product pressure, (2) near the base of the stripping and rectifying column sections to sense internal column pressure, and (3) in the reboiler steam chamber or the steam injector nozzle to sense steam pressure being applied.
All pop-off or pressure relief valves should be placed in such a way that discharge is directed away from any place where an operator or a visitor might be sprayed. This discharge should be vented out-of-doors. Test all pressure relief valves periodically to make sure that they are operable and set for the correct pressure.
The system should also be equipped with automatic shut-off controls on the heat going to the reboiler or the steam to the injector. If the temperature at the bottom of the column reaches more than a few degrees above the boiling point of water (212° F). the shut-off controls will activate. This happens if either the pressure in the column gets too high or the reboiler runs nearly dry.
A good control concept and good-quality control equipment go hand in hand with top process performance and safety. When things work right, the safety risk is always at the minimum. Remember that a continuously operating distillation process must simultaneously and continuously monitor and regulate: (1) beer feed rate and temperature, (2) column pressure and temperature (for both the stripping and the rectifying sections), (3) reflux- to-product flow rate to control the column discharge temperature and alcohol vapor concentration, and (4) heat application to the reboiler or steam flow from the injector.
Ideally, each control function can modulate the flow of fluid, vapor or energy and maintain a continuous balance of the process. Installing sight gauges for water level, pressure and temperature will provide added visual information to evaluate system performance.
The discussion of alcohol distillation processes presented in this publication is not intended to teach process design, but rather understanding. The following references should be useful in further developing that understanding. If a decision is made to pursue the design and development of a small-scale alcohol production and distillation system, competent technical consultant(s) should be employed.
*These publications are generally only available at libraries associated with Land Grant universities (usually your agricultural university), community and junior colleges interested in agriculture and alternative energy, and organizations involved in research on alcohol fuels and alternative energy. Several of the titles are accessible for reading only (not check out) from a small special alcohol fuel reference library supplied to the county Extension offices in Indiana.
For more information, contact Dirk Maier, Agricultural and Biological Engineering, phone: 317-494-1175 or e-mail: maier@ecn.purdue.edu
New 4/84
Cooperative Extension work in Agriculture and Home Economics, state of Indiana, Purdue University, and U.S. Department of Agriculture cooperating; HA. Wadsworth, Director, West Lafayette. IN. Issued in furtherance of the acts of May 8 and June 30, 1914. Purdue University Cooperative Extension Service is an equal opportunity/equal access institution.